Чем можно заклеить блок двигателя?
Советы для автолюбителя
Как заделать дыру в блоке цилиндров, заделка трещин в двигателе, ремонт бензобака.
Способ, как заделать трещины в головке блока двигателя внутреннего сгорания у автомобиля или мотоцикла
Разогревают шпаклевку и смешивают с цементов 1:1. Перед заделкой по всей длине трещины делают углубление шириной 6-8 мм, глубиной 1,5-2 мм. Этот желоб и прилегающую к нему поверхность шириной 15-20 мм тщательно промывают ацетоном или бензином, заполняют шпаклевкой или клеем так, чтобы образовался валик шириной 30-40 мм, высотой 2-3 мм. Чтобы клей заполнил трещину, деталь, подлежащую ремонту, нагревают до 50-60 °С.
Как заделать дыру в блоке цилиндров?
В свое время у меня на “Москвиче” разморозился блок цилиндров, выдавило почти прямогульный кусок размером 5 на 12 см. Я взял две металические пластины: одна чуть уже, но длиннее дыры в блоке, вторая – полностью перекрывающая пролом с запасом 1,5 см. на каждую сторону (можно и больше). Просверлил совмещенные отверстия под болты М6 (кажется 4 или 6 отверстий), в более узкой пластине нарезал резьбу под М6, потом узкую завел в через разлом в блок, чтобы она удерживалась там за боковые края, а широкую поместил снаружи. Между широкой пластиной и блоком положил такой же кусок маслобензостойкой резины (толщина примерно 6 мм), все это стянул болтами. При этом даже двигатель не пришлось снимать. Ездил я с таким “бутербродом” почти год, так и продал потом эту машину. Попробуйте, может поможет. Геннадий. (artus@lep.lg.ua)
Заварить блок цилиндров можно арго-дуговой сваркой только есть ли смысл в этом так как дешевле наверное всё таки купить новый блок т.к. потом придется растачивать и шлифовать старый а все эти работы производятся только на крупных предприятиях. Gorbatenkov Dmitry.
Наверно все зависит от размера повреждения. В свое время, в 80 году, случайно “разморозил ” блок цилиндров на УАЗе. Трещина получилась сантиметров 10. Мне удалось ее заклеить при помощи стеловолокна и эпоксидной смолы. Потом машина проходила еще года два, проблем не было ни каких. Андрей.
Ремонт бензобака
У старых автомобилей иногда внезапно обнаруживается течь бензина из бака через, буквально микроскопические отверстия в стенке, образовавшиеся в результате коррозии. Если это произошло в дороге, то предварительно слив бензин, слегка расширьте отверстия острым металлическим предметом, типа шила, и туго заверните в него смазанный маслом самонарезающий винт, которых много в обивке автомобиля. Еще лучше, если под головку винта положить прокладку из мягкой пластмассы, кожи или бензостойкой резины.
С неисправным бензонасосом можно продолжать движение, даже если насос не удается отремонтировать на месте. Для этого следует герметично закрыть наливную горловину бензобака, снять с бензонасоса шланг, идущий к баку, подкачать через него воздух шинным насосом и быстро поставить шланг на место. Бензин будет поступать в карбюратор под давлением воздуха. Одной подкачки хватает на 5. 20 км.
Во избежание вздутия бака, а также переполнения карбюратора, давление воздуха должно быть небольшим. Если бак полон, то достаточно 3. 6 качков насоса, а при почти пустом баке требуется 15-25 качков.
При эксплуатации авто-мото техники иногда возникает необходимость быстро приготовить герметик. О том как это сделать читайте в сборники «Рецепты приготовления герметиков».
Как заделать трещину в блоке цилиндров
В зависимости от масштаба повреждения, можно использовать различные способы ремонта блока цилиндров. Стоит отметить, что в некоторых случаях целесообразнее произвести замену блока, а не его ремонт.
Методом сварки

Самый распространенный способ заделывания трещины в блоке цилиндров. При этом сваривание блока цилиндров достаточно сложная работа, поскольку предполагает четкое соблюдение технологического регламента. Если допустить ошибки при сварке, в процессе работы двигателя шов разойдется и проблема вернется.
При сварке изначально происходит засверливание концов трещины на блоке цилиндров. Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Далее начинается сам процесс сварки. Для этого блок цилиндров нужно разогреть до 650 градусов по Цельсию, после чего с помощью присадочного чугунно-медного прута и флюса накладывается сплошной шов. Далее деталь постепенно охлаждается в термошкафу.
Важно: Нельзя резко охладить деталь, иначе это приведет к разрыву шва. Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его
Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва
Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его. Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва.
Методом наложения эпоксида и стеклоткани

Простой способ, который позволяет устранить незначительные трещины на поверхности блока цилиндров. Метод подразумевает создание на поверхности трещины дополнительного слоя, выполненного из эпоксидной пасты и стеклоткани.
Для заделывания трещины данным способом предварительно нужно хорошо обезжирить поверхность, чтобы накладываемые составы лучше “прижились”. Далее поочередно накладывается несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Последним слоем должен быть именно эпоксид.
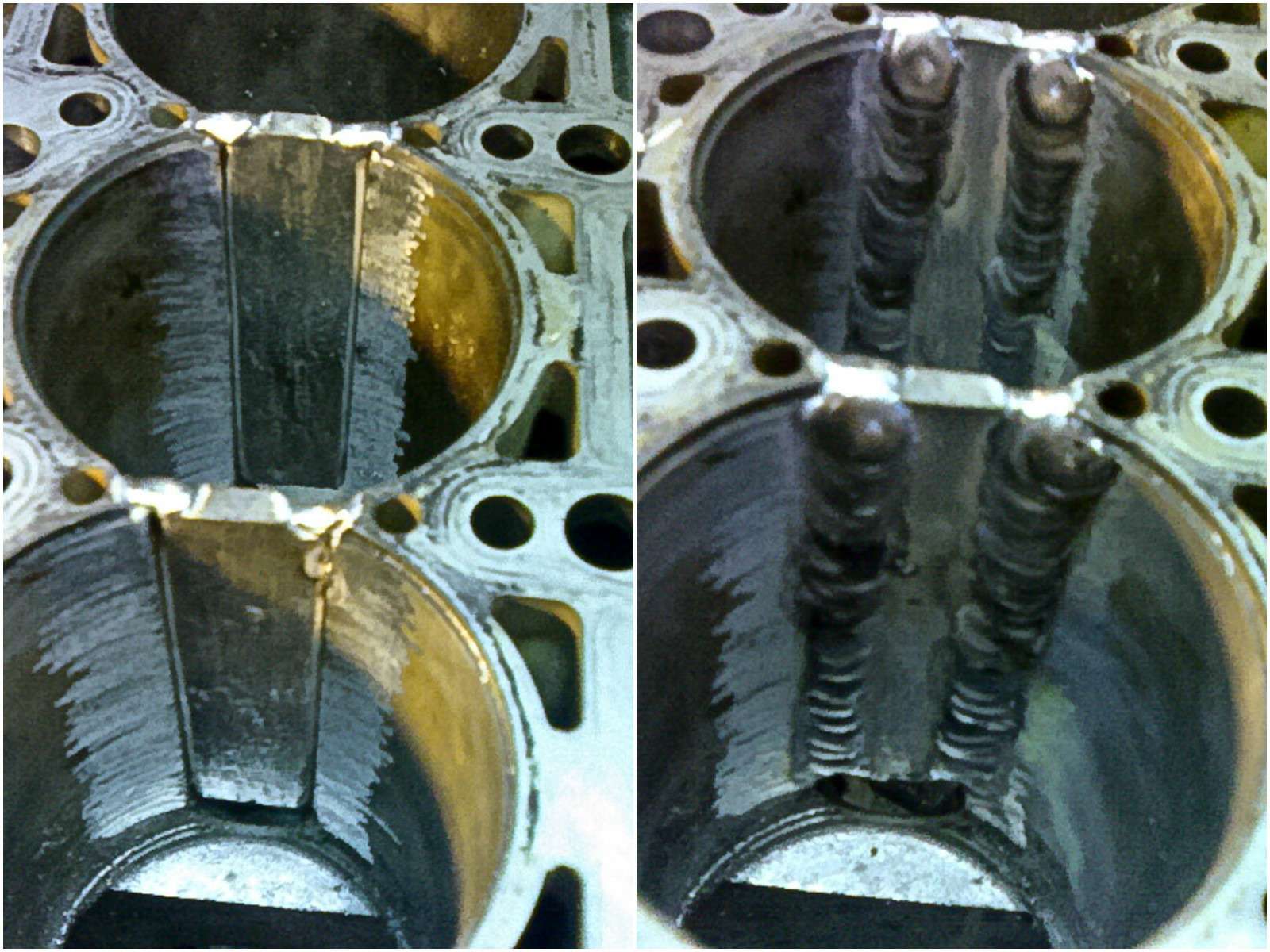
Методом SEAL-LOCK
Довольно трудоемкий современный способ устранения трещин блока цилиндров. Его явное преимущество — возможность проводить работы без сварки и без демонтажа самого двигателя. Суть метода заключается в заполнении имеющихся трещин мягким металлом.
Выполняется работа следующим образом:
Первым делом нужно локализовать повреждение. Трещина с краев засверливается;
- После этого поперек трещины высверливаются отверстия с предусмотренным технологией шагом. В данные дырки помещаются стяжки-скобы, связывающие края трещины. Подбирать скобы следует исходя из вида раскола. На станциях технического обслуживания обычно имеются самые распространенные скобы по длине и форме, при необходимости они могут быть выполнены на заказ для конкретного разлома;
- Между установленными скобами просверливается отверстие и выполняется при помощи специального метчика нарезка конусной резьбы;
- Для устранения окисной пленки выполняется обработка полученного отверстия;
- Заглушка-конус закручивается в образованное резьбовое отверстие;
- Следом нужно подпилить “лишнюю” часть заглушки, которая возвышается над площадью поверхности блока цилиндров. После обязательно “докрутить” при помощи специальных инструментов заглушку посильнее, в результате чего подпиленная область обломается;
- Далее нужно выступающие остатки заглушки зашлифовать;
- После этого переходят к высверливанию следующего отверстия, которое должно частично перекрывать прошлое отверстие с установленной заглушкой. Таким образом заполняется заглушками вся трещина;
- Образованный данными заглушками шов после окончания работ нужно обязательно дополнительно спрессовать, чтобы он более надежно фиксировал разрыв.
В отличие от метода ремонта путем сварки шва, способ SEAL-LOCK позволяет получить более надежный шов, который не восприимчив к температурным перепадам.
(128 голос., средний: 4,47 из 5)
Ремонт трещин ГБЦ на дизеле
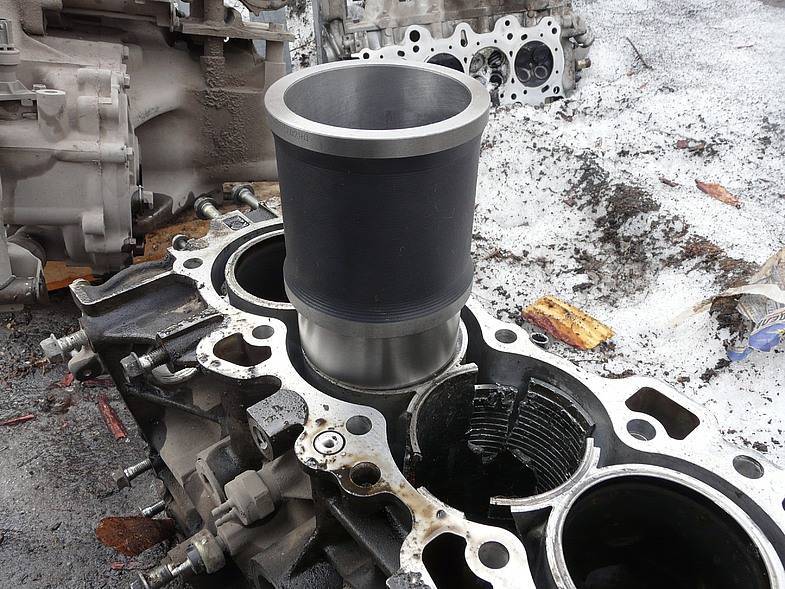
Способов устранения разломов много — все зависит от объема повреждения. В некоторых случаях блок лучше полностью заменить, чем пытаться его отремонтировать. Если повреждена гильза, то ее тоже меняют. Но здесь мы будем говорить о том, что делать, если деталь нужно именно отремонтировать.
Подготовка
Прежде всего дефект чугунного блока нужно зафиксировать. При помощи фрезы или отрезного абразивного круга на трещине проделываем канавку. Ее глубина не должна превышать 2 мм. Чтобы разрыв «не расползался», засверливаем его по краям. Также трещину прихватываем штифтами или сваркой. Прихватку нужно сделать минимум в 2 местах.
Теперь обрабатываемой поверхности нужно придать необходимую для сцепления шероховатость. Лучше всего подойдет абразивный состав К-00-04-16. Абразивный порошок наносим на поверхность под давлением, пока не будет достигнута нужна степень адгезии. Для этого применяем абразивоструйный аппарат СД-6. Использовать его нужно на третьем режиме.
Сварка
Этот способ — самый распространённый, но важно чётко соблюдать регламент. Если при сварке допустить ошибку, при работе мотора швы разойдутся. Перед сваркой засверливаем концы разлома — так предотвратим его «расползание»
Засверливаем под углом 90 градусов
Перед сваркой засверливаем концы разлома — так предотвратим его «расползание». Засверливаем под углом 90 градусов.









БЦ предварительно разогреваем до 650 градусов. Потом накладываем сварочный шов. В качестве присадки используем чугунный прут. Потом остужаем разогретую сваркой деталь. Охлаждение должно быть постепенным, иначе шов разорвется. Заваривание шва должно быть на холодной детали. Сварка проводится медными электродами в железной обертке. Наложенный шов обрабатываем эпоксидной пастой — для этого лучше использовать шпатель. Шов подсушиваем при комнатной температуре. По завершении работ шов шлифуем.

SEAL-LOCK
Трещина в ГБЦ может быть заделана и этим, надо сказать, довольно непростым способом. Плюс способа в том, что никакой сварки и даже снятия двигателя не требуется. Разломы заделываются металлом.
Прежде всего трещину надо локализовать, рассверлив по краям. Затем вдоль трещины с разных сторон делаем несколько отверстий, в которые помещаем скобы для стяжки. Стягивающие скобы есть разных видов. Они отличаются как по длине, так и по форме. На СТО их могут сделать и под заказ, если того потребует конфигурация разлома.
Между установленными скобами при помощи дрели делаем отверстие. Метчиком в нем нарезаем резьбу. Полученное резьбовое отверстие обрабатываем специальной жидкостью для предотвращения окиси. После этого вкручиваем металлическую заглушку — такую можно купить на СТО. Она сделана из специального металла, вступающего в активный контакт с металлом БЦ. На той части заглушки, которая после вкручивания остаётся на поверхности, делаем подпил. В этом месте ее легко сломать. Выступающую часть аккуратно зашлифовываем.

Затем делаем следующее отверстие и повторяем процедуру. Процесс продолжаем до тех пор, пока вся трещина не окажется заполнена заглушками. По завершении работ образуется шов. Его спрессовываем дополнительно — это нужно для ликвидации оставшихся пустот. Для этого используем пневматический молоток. В результате получится прочный шов, намного качественнее сварочного. Его преимущества:
- перепады температуры ему не страшны;
- прочность;
- отсутствие напряжения металла.
Наложение эпоксида
Суть этого способа в том, что на поверхности разлома появляется слой из стекловолокна и эпоксидной смолы. Сначала обрабатываемый участок обезжириваем для лучшей «приживаемости» состава. Затем по очереди накладываем эпоксидку и стекловолокно. И то, и другое кладём в несколько слоев, но завершающим слоем должна быть эпоксидная смола.
Способов заделать разлом в БЦ много — как простых, так и сложных. Но выбирать вариант устранения проблемы нужно, исходя из степени повреждения.
Лопнутая гильза цилиндров. Причины поломки и устранение
Гильза блока цилиндров относится к поршневой системе. Особенность гильз в том, что они работают в критически агрессивной среде, среди которых: высокая температура, резкий перепад температуры от 500 до 2500 градусов, вибронагруженность и детонация. В результате вышеуказанных моментов, гильза изнашивается вплоть до деформации и образования трещины. Во избежание более серьезных проблем с другими системами двигателя, нужно на ранней стадии диагностировать повреждения цилиндра.
Износ наружной части гильзы
Чаще всего происходит именно износ снаружи гильзы. Как я писал, это происходит из-за постоянного контакта с охлаждающей жидкостью. В процессе работы двигателя в жидкости образуются пузырьки, впоследствии чего возникает опасное для двигателя явление, как кавитация, которая по крошке откалывает гильзу. Вторым моментом может быть коррозия, из-за применения низкокачественной ОЖ или использования вместо нее воды.
Коррозия и кавитация приводят к единому дефекту — образованию микротрещин, вследствие чего ОЖ проникает в цилиндр, а микротрещина перерастает в полноценную трещину. Микротрещина убирается на месте, с помощью нанесения полимерного композита, однако гарантии на такой ремонт нет. После придется перепрессовывать гильзу. Всегда заливайте только качественную охлаждающую жидкость, так как экономия в 500-1000 рублей рано или поздно приводит к серьезным финансовым затратам.
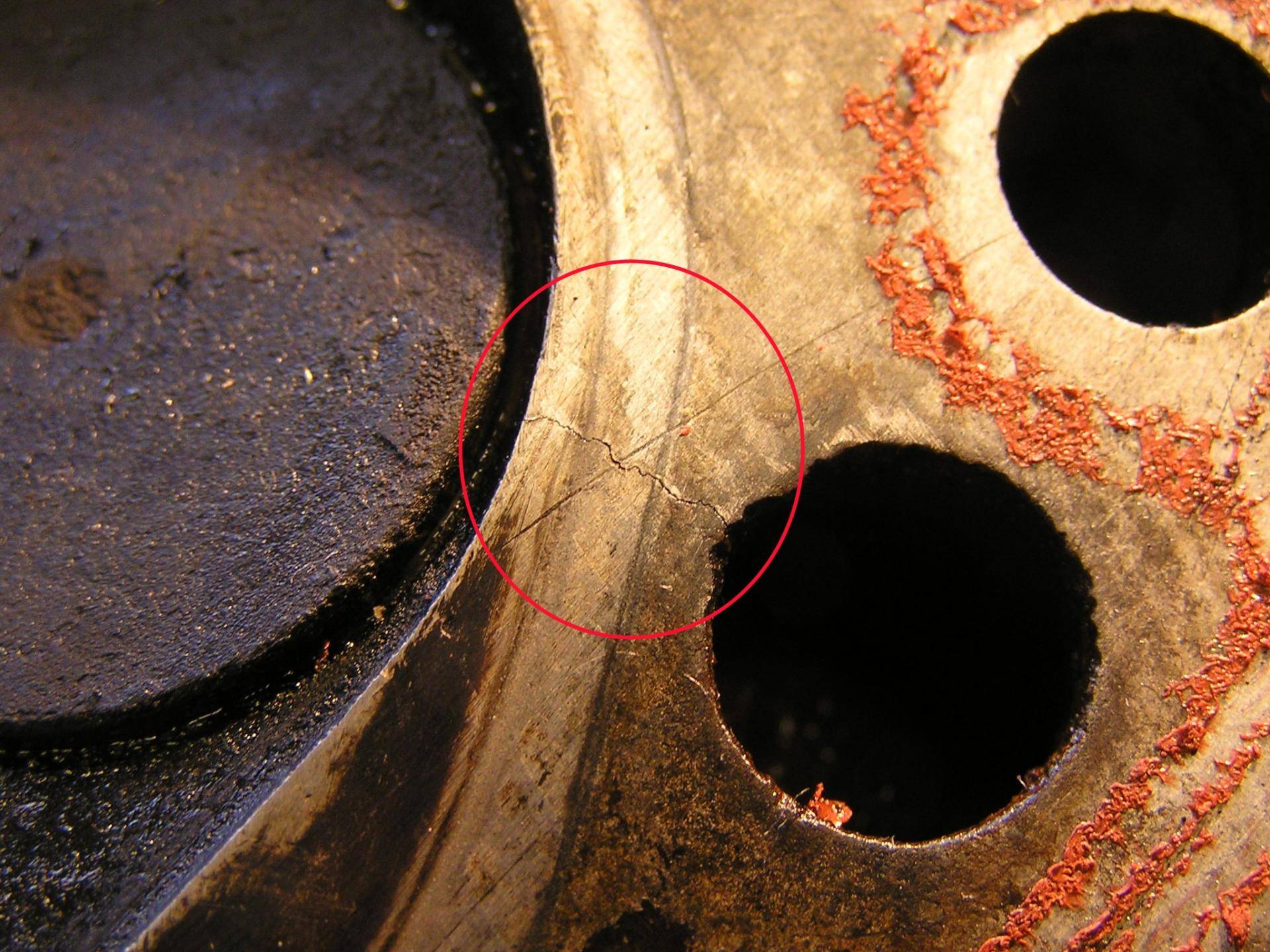
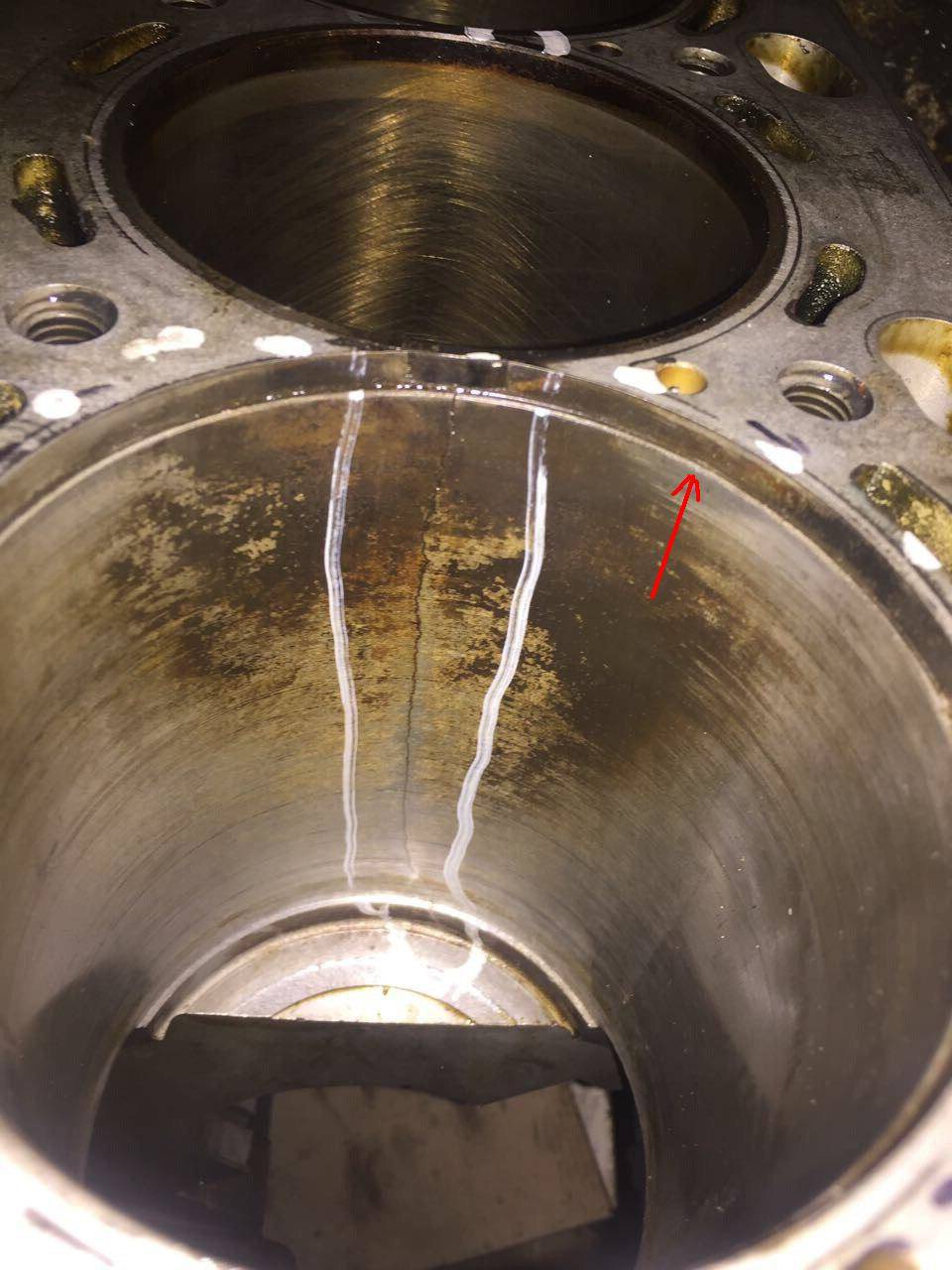
Трещины
Образование трещин часто происходит из-за халатности водителя, а именно неправильной эксплуатации мотора: езда на высоких оборотах, заправка топливом, не предназначенным для “кормежки” мотора
Немаловажно сказывается на гильзу резкое повышение оборотов до максимальных на холодном двигателе
Несколько моментов, которые могут указать на дефект гильзы:
Существует два метода проверки наличия трещины гильзы блока цилиндров: с помощью рентгенографии или красящих химических растворов. Если трещина обнаружена — менять гильзу нужно в любом случае.
Излом буртика
Буртик расположен в верхней части гильзы, может быть углублением или наоборот выступать. Он нужен для фиксации гильзы в посадочном месте
Немаловажно правильно установить прокладку ГБЦ так, чтобы усилие от затянутых болтов через прокладку передавалось вертикально. Излом возникает по следующим причинам:
Чтобы гильза не лопнула в месте бурта, ее должны максимально параллельно посадочному месту, установить без перекоса, даже на 1 градус
Важно, чтобы прокладка головки блока цилиндров совпадала по размерам, а также нужной толщины, иначе деформация неизбежна. Также протяжка болтов ГБЦ должна производиться с помощью динамометрического ключа
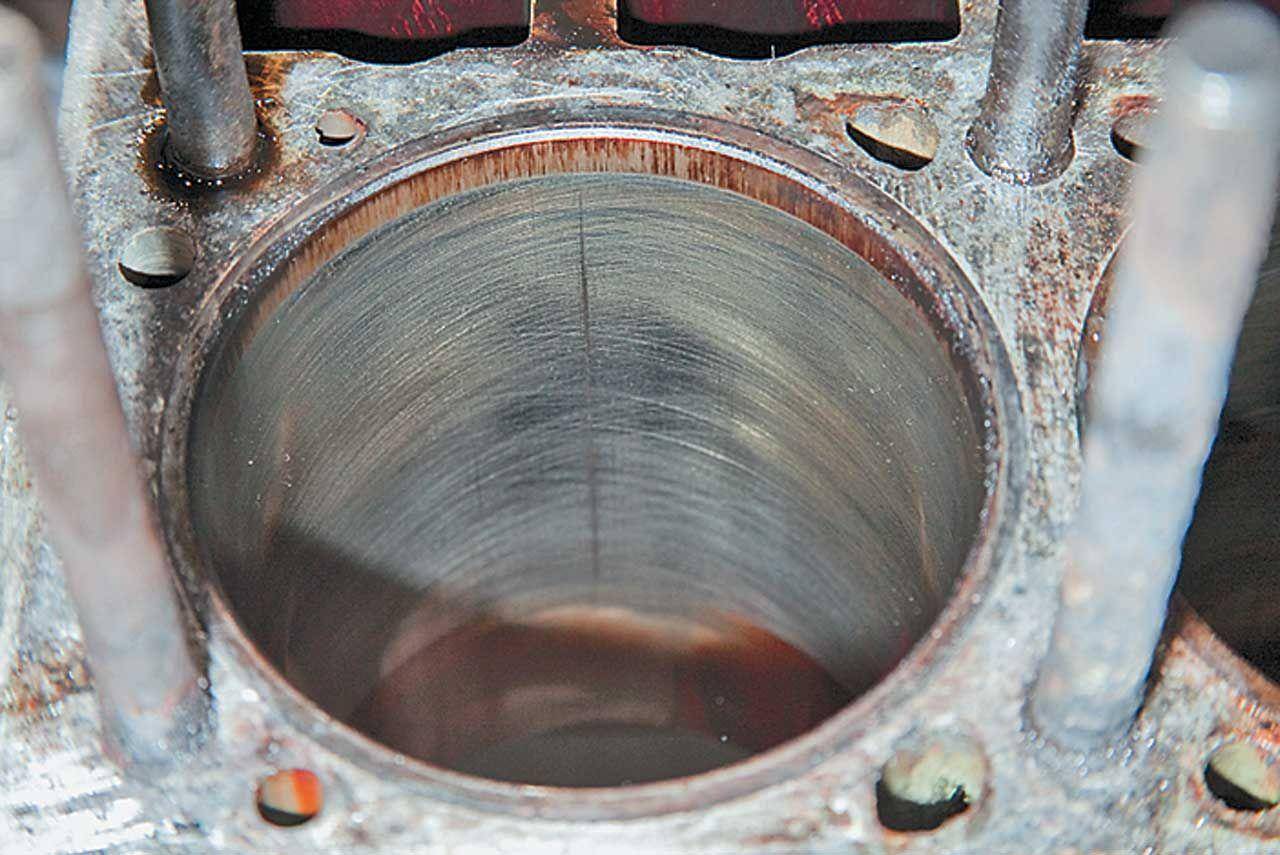
Износ внутренней части (зеркала)
Гильза цилиндра часто подвергается износу внутренней части, чему виной попадание воздуха частицами пыли, грязи, и других объектов. В этом случае сначала возникают царапины, после чего царапина может превратиться в трещину, если гильза испытает термическую или вибрационную перегрузку.
Как минимум, пыль, попадает в цилиндр, работает в роли наждачной бумаги, что вскоре дает увеличение зазора между стенкой цилиндра и поршнем, а это повышенный расход масла и снижение компрессии
Поэтому крайне важно чаще менять топливный и воздушный фильтры, предупредив более серьезные финансовые последствия
Если же вам предстоит растачивать или менять гильзы, важно это делать у высококвалифицированных специалистов, и только на профессиональном оборудовании. Наряду с запрессовкой гильз нужно шлифовать плоскость ГБЦ до максимально ровной поверхности, чтобы не было перепада нагрузки на бурты
Прокладка ГБЦ должна быть подобрана по толщине исходя из количества убранных миллиметров с плоскости ГБЦ. Неоднократно наблюдались дефекты цилиндров из-за установки дешевых прокладок ГБЦ, которые пробивались на первых тысячах км, либо были слишком тонкими.
Трещина в блоке или головке блока цилиндров, симптомы, как определить и заделать
Независимо от того, какой металлический сплав применяется в изготовлении блока, со временем в ходе работы может образоваться трещина в блоке цилиндров двигателя.
Визуально можно выявить глубокие разрывы, а вот микротрещины «на глаз» не определить.
Вероятные симптомы и причины
Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.







Перегрев двигателя, из системы полностью вытекает антифриз. Если не стоит вопрос о герметичности самой системы охлаждения, в этом случае необходимо проверить насколько хорошо затянуты болты ГБЦ
Важно: будьте осторожны, при протяжке болтов они могут лопнуть.
Некорректная работа прибора управления температурой (термопары), вследствие перегрева происходит деформация головки блока цилиндров.
Неисправность пробки расширительного бачка, в которой клапан не держит давления, образуются воздушные пробки.
В тёплую погоду происходит колебание температуры двигателя. Стрелка термодатчика производит резкие скачки в сторону увеличения, либо уменьшения температур.
Вибрация двигателя или «троение», особенно это ощутимо при подъёме в гору. Как показывает практика, это один из распространенных симптомов образования именно микротрещин
Важно: чтобы подтвердить наличие микротрещин на блоке цилиндров или убедиться, что есть трещина в ГБЦ, выкрутите свечу зажигания. Если свеча мокрая, попробуйте жидкость на язык. Сладкий вкус означает что это антифриз, попадающий через микротрещину в масло. Долейте охлаждающую жидкость и включите двигатель, не закрывая капот и крышку расширительного бака. Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.
Велика вероятность появления трещин возле направляющей втулки или втулки впускного клапана. В этом случае головку придется менять.
Уходят газы. Для определения утечки можно надеть резиновую медицинскую перчатку на расширительный бачок, или горловину радиатора, и закрепить канцелярской резинкой. Если перчатка надувается, значит проблема есть.
Как показывает практика, это один из распространенных симптомов образования именно микротрещин
Важно: чтобы подтвердить наличие микротрещин на блоке цилиндров или убедиться, что есть трещина в ГБЦ, выкрутите свечу зажигания. Если свеча мокрая, попробуйте жидкость на язык
Сладкий вкус означает что это антифриз, попадающий через микротрещину в масло. Долейте охлаждающую жидкость и включите двигатель, не закрывая капот и крышку расширительного бака. Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.
Велика вероятность появления трещин возле направляющей втулки или втулки впускного клапана. В этом случае головку придется менять.
Уходят газы. Для определения утечки можно надеть резиновую медицинскую перчатку на расширительный бачок, или горловину радиатора, и закрепить канцелярской резинкой. Если перчатка надувается, значит проблема есть.
Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
На заметку: на верхней плоскости блока цилиндров могут появиться трещины вследствие плохой промывки и продувки блока перед сборкой. В результате этого в резьбовых отверстиях под болты остается грязь и жидкость.
Методы определения
Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.
- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.
- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.
Места расположения дефектов, за устранение которых браться не стоит.
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Причины
Определить микротрещину в ГБЦ непросто. Прежде чем диагностировать появление проблем, рекомендуем разобраться в причинах, по которым головка блока цилиндров может треснуть.
Превышение допустимой разности температур
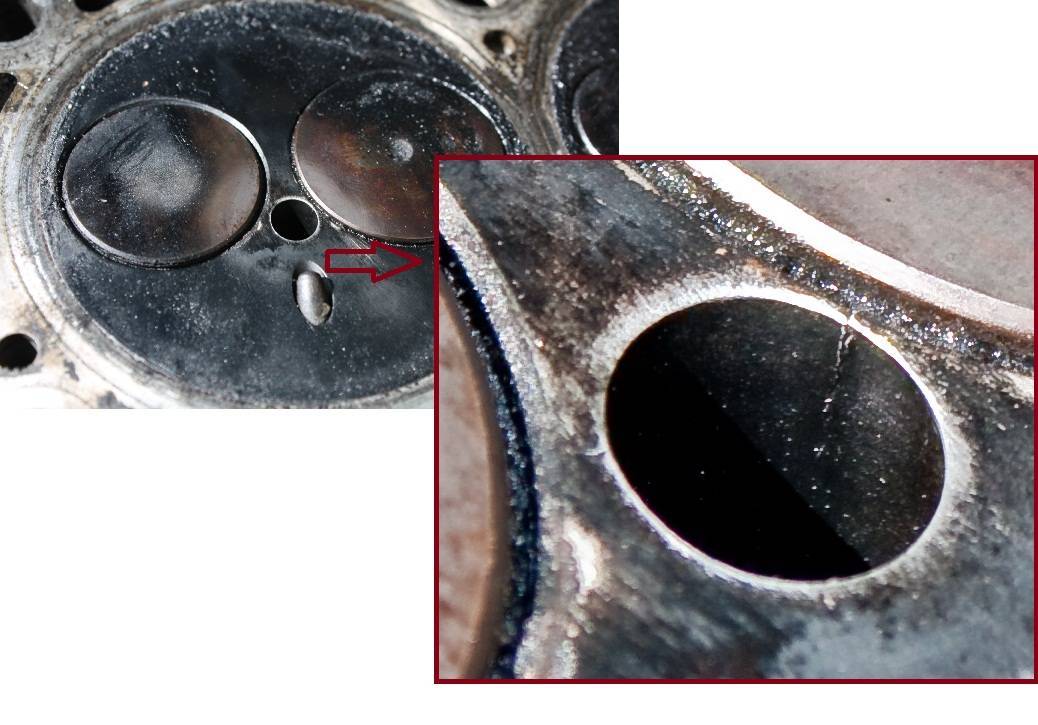
Зачастую трещинки и дефекты в ГБЦ появляются в результате нарушения процесса сгорания топливовоздушной смеси в камере. Это может произойти из-за некорректной работы топливной составляющей или неверно установленного зажигания. Такие проблемы приведут к увеличению температуры в двигателе на 200 и более градусов по сравнению со штатной. В итоге на самых тонких стенках головки блока появятся микротрещины. Речь идет об отверстиях для распылителей, стаканов форсунок и т. д.
«Рукотворное» механическое воздействие
В ГБЦ 406 или другой головке блока проблема может быть обусловлена механическим воздействием. К примеру, произойдет разрыв посадочного отверстия для седла клапана в месте рядом с гнездом форсунки. Это происходит в результате перетяжки самой форсунки. В этом месте толщина металла головки составляет не более 2 мм. Определить такие микротрещины можно, но их ремонт обычно нецелесообразен.
Проблем такого плана можно избежать, учитывая следующие нюансы:
Перед установкой новые шайбы следует нагревать на плите либо над газом. Детали нагреваются до посинения, после чего опускаются в холодную воду и охлаждаются. Эти действия обеспечивают мягкость шайб.
Под форсунки нельзя ставить медные шайбы и прочие типы уплотнений, использовавшиеся ранее.
Прежде чем произвести монтаж новых шайб, их состояние следует проверить с помощью магнита
Есть вероятность покупки обмедненных деталей.
После учета этих моментов допускается затяжка форсунки, при этом важно соблюдать регламент, установленный автомобильным производителем. Если эти действия не помогли добиться герметичности, рекомендуется обратиться к специалистам.
Появление микротрещин в ГБЦ автомобиля ВАЗ или другой машины часто обусловлено монтажом направляющих втулок в тонкостенные головки
При установке необходимо внимательно проверять габариты внешнего диаметра втулки, а также размеры отверстия для ее фиксации. Технологию монтажа нарушать нельзя — в разогретую головку блока запрессовывают охлажденные в жидком азоте втулки. Если это правило не будет соблюдаться, это приведет к появлению радиальных дефектов от внешнего диаметра направляющей втулки.
Появление микротрещин в ГБЦ автомобиля ВАЗ или другой машины часто обусловлено монтажом направляющих втулок в тонкостенные головки. При установке необходимо внимательно проверять габариты внешнего диаметра втулки, а также размеры отверстия для ее фиксации. Технологию монтажа нарушать нельзя — в разогретую головку блока запрессовывают охлажденные в жидком азоте втулки. Если это правило не будет соблюдаться, это приведет к появлению радиальных дефектов от внешнего диаметра направляющей втулки.
Заводские дефекты
Необходимость определить повреждения в головке блока возникает из-за дефектов, допущенных при производстве. Сама ГБЦ имеет сложную конфигурацию, а стенки в ней характеризуются разной толщиной. При изготовлении могут быть допущены ошибки, которые приведут к непродавливанию металла в определенных местах и нарушению его структуры. В итоге это приводит к появлению небольших пустот и увеличенной скорости образования ржавчины в них. При последующей эксплуатации поверхность водяной рубашки и камеры сгорания будут соединены, либо возникнут трещины из-за серьезного ослабления в тонких местах.
При нарушении структуры металла сильно ослабятся межмолекулярные связи ГБЦ. Из-за этого материал станет более хрупким, что приведет к появлению дефектов. На практике неисправности такого плана обычно встречаются в перемычках между отверстиями для седел и форсунок. Трещины появляются в каналах, расположенных за клапанами.
Видео о повреждении головки блока опубликовано каналом Ютуб ютубный.
Дефекты блоков цилиндров и их устранение
Блок цилиндров является базовой деталью, которая служит для заданного расположения всех механизмов и деталей двигателя. У большинства дизелей блоки изготовлены из серого или специального легированного чугуна. Используют для изготовления этих деталей алюминиевый сплав AЛ-4 (двигатель 3M3-53).
Наиболее часто встречающимися дефектами блоков цилиндров являются:
Блок выбраковывают при трещинах или обломах в гнездах под вкладыши коренных подшипников, в отверстиях под втулки распределительного вала, в масляных каналах и в местах, недоступных для их устранения, а также в случаях, когда обнаружено более двух трещин в перемычках между посадочными местами под гильзы или клапанными гнездами, более четырех трещин в рубашке охлаждения или более двух трещин, выходящих на обработанные поверхности.
Трещины и пробоины устраняют с помощью сварочных процессов, наложением заплат и закреплением их винтами или сваркой, наложением заплат с применением эпоксидных композиций. В местах, не испытывающих больших нагрузок, трещины заделывают стягивающими или уплотняющими фигурными вставками.
Изношенные резьбовые отверстия восстанавливают постановкой спиральных резьбовых вставок, нарезанием резьбы ремонтного (увеличенного) размера. Шпильки с изношенной резьбой выбраковывают: При наличии обломанных болтов и шпилек место облома зачищают заподлицо с поверхностью блока. В центре облома сверлят отверстие на всю длину обломанной части болта (шпильки). Затем забивают экстрактор соответствующего номера, на него надевают соответствующую гайку и вывинчивают обломанную часть из отверстия. При необходимости прогоняют резьбу метчиком.
Посадочные места (гнезда) под вкладыши коренных подшипников восстанавливают растачиванием под вкладыши ремонтного размера с увеличенным наружным диаметром на станке РД-14.
При отсутствии вкладышей ремонтного размера гнезда коренных подшипников восстанавливают путем фрезерования плоскостей разъема крышек коренных подшипников на 0,3-0,4 мм и последующего растачивания до номинального размера при условии сохранения допустимого расстояния от оси отверстия гнезд до верхней плоскости блока цилиндров. Перед фрезерованием плоскостей разъема комплект крышек устанавливают в специальное приспособление и фрезеруют сначала опорные поверхности под гайки. Затем переставляют крышки плоскостью разъема вверх и фрезеруют их. Паз под усик вкладыша углубляют фрезой.
Разработан технологический процесс и оборудование для восстановления изношенных гнезд коренных подшипников с диаметром более 95 мм электроконтактной приваркой стальной ленты с последующим растачиванием приваренного слоя до номинального размера.
При наличии повреждений отдельных гнезд коренных подшипников их восстанавливают газовой наплавкой латунью Л-63 с применением флюса, напаивают припоем ПМЦ-54. Перед наплавкой постели вкладыша в блоке растачивают на глубину 1,0-1,5 мм и подогревают до температуры 500-600°С. Наплавленный слой латуни легко обрабатывается, но его твердость ниже твердости чугуна. Отдельные изношенные гнезда восстанавливают эпоксидными композициями без последующей обработки. Изношенные поверхности шлифуют вручную, обезжиривают и наносят приготовленный состав слоем не менее 1 мм. Затем укладывают на все гнезда специальную скалку диаметром, равным номинальному размеру отверстий под коренные подшипники. Перед укладкой скалку смазывают минеральным маслом. Гнезда, не подлежащие восстановлению, служат для центрирования скалки. Зажимают скалку крышками и отверждают эпоксидный состав, после чего крышки и скалку снимают, а наплывы состава зачищают шабером.
При несоосности опор коренных подшипников не более 0,07 мм и отсутствии других дефектов коренные вкладыши устанавливают в опоры и растачивают по антифрикционному слою под размеры имеющихся коленчатых валов. Не допускается раскомплектовывать вкладыши после расточки.








Гнезда коренных подшипников в блоках автомобильных двигателей восстанавливают железнением в проточном электролите. Применяют специальные установки, позволяющие одновременно наращивать все гнезда подшипников.
Как отремонтировать трещину
Способ, который следует использовать для устранения проблемы, зависит от размера предполагаемой трещины. Если она слишком велика, разумнее будет провести замену блока, а не ремонтировать его.

Сварка
Это самый доступный и популярный метод для устранения трещин. Однако сам процесс достаточно сложный: необходимо чётко соблюдать технологию, иначе в процессе работы двигателя швы могут разойтись.
Для начала нужно засверлить концы трещины на блоке цилиндров. Это делается для того, чтобы избежать возможного увеличения размеров трещины. Проводить сварку и дальнейшую шлифовку нужно под прямым углом (90 градусов).
Теперь можно приступать непосредственно к сварке. Разогрейте блок цилиндров до 650 градусов по Цельсию, а затем пи помощи флюса и присадочного чугунно-медного прута наложите сплошной шов. Остывание детали должно проводиться в специальном термошкафу.
Внимание! Ни в коем случае не охлаждайте деталь резко, иначе шов может разорваться. Сваривание можно проводить и без разогревания детали, но для этого придётся использовать электрическую сварку медные электроды в жестяной обёртке
После завершения работ обязательно обезжирьте получившийся шов ацетоном или специальным составом. Затем нанесите на него шпателем слой эпоксидной пасты и просушите при комнатной температуре в течение 24 часов. В конце обязательно отшлифуйте обработанный шов
Сваривание можно проводить и без разогревания детали, но для этого придётся использовать электрическую сварку медные электроды в жестяной обёртке. После завершения работ обязательно обезжирьте получившийся шов ацетоном или специальным составом. Затем нанесите на него шпателем слой эпоксидной пасты и просушите при комнатной температуре в течение 24 часов. В конце обязательно отшлифуйте обработанный шов.

Наложение эпоксида и стеклоткани
Это самый простой способ устранения трещин. Заключается он в нанесении поверх повреждённого участка дополнительного слоя из эпоксидной пасты и стеклоткани.
Перед началом работ обязательно обезжирьте участок, чтобы составы лучше приклеились, иначе трещина может снова открыться через некоторое время. Затем по очереди уложите несколько слоёв пасты и столько же стеклоткани
Обратите внимание на то, что в последнюю очередь должен лечь слой эпоксида
Метод SEAL-LOCK
Этот современный метод считается самым трудоёмким, но при этом и наиболее удобным. Для его применения не нужно вытаскивать сам двигатель, все манипуляции производятся без демонтажа. Суть технологии в заполнении найденных трещин мягким металлом.
- Сначала локализуйте повреждения и засверлите трещину с краёв.
- Затем просверлите отверстия поперёк, чтобы вставить в них скобы, которые будут стягивать края отверстия. Размер скоб подберите в соответствии с параметрами просверленных дырок.
- Теперь нужно просверлить отверстие между установленными скобами, а затем нарезать конусную резьбу с помощью особого метчика.
- Обработайте полученное отверстие, чтобы убрать окисную плёнку.
- Закрутите заглушку в виде конуса в получившееся отверстие с резьбой.
- Теперь нужно подпилить лишнюю часть заглушки, которая торчит над блоком цилиндров. Затем докрутите заглушку посильнее, чтобы подпиленная часть сломалась.
- Зашлифуйте оставшуюся выступающую часть.
- Начните выпиливать следующее отверстие так, чтобы оно немного перекрывало предыдущее с заглушкой. Продолжайте делать заглушки, пока ими не заполнится вся трещина.
- Получившийся шов из заглушек дополнительно спрессуйте, чтобы разрыв зафиксировался максимально надёжно.
Обнаружить и устранить трещины в цилиндре не так трудно, как кажется. Самый простой способ в домашних условиях — это вариант с нанесением эпоксида и стеклоткани. Он не займет много времени и сил, а также прост если чините машину самостоятельно.