

Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
1. Описание наставки
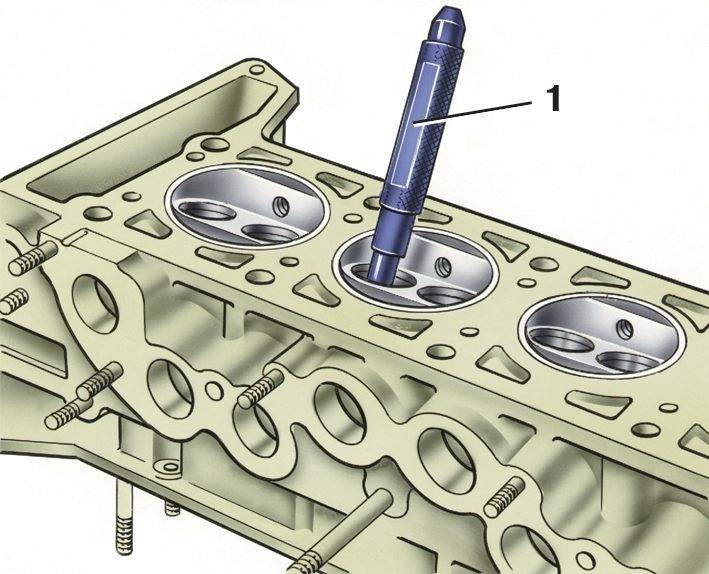
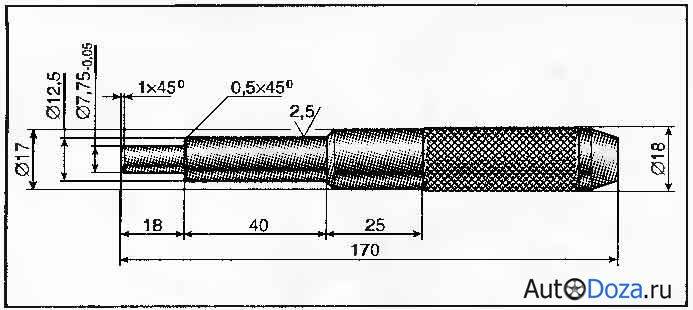
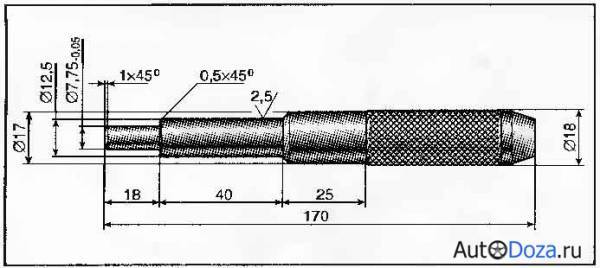
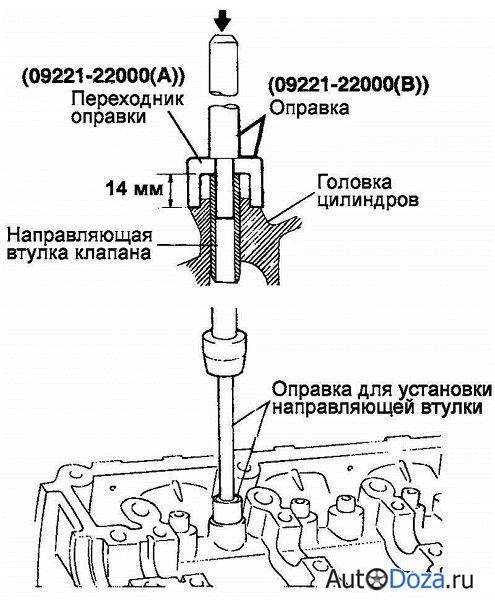
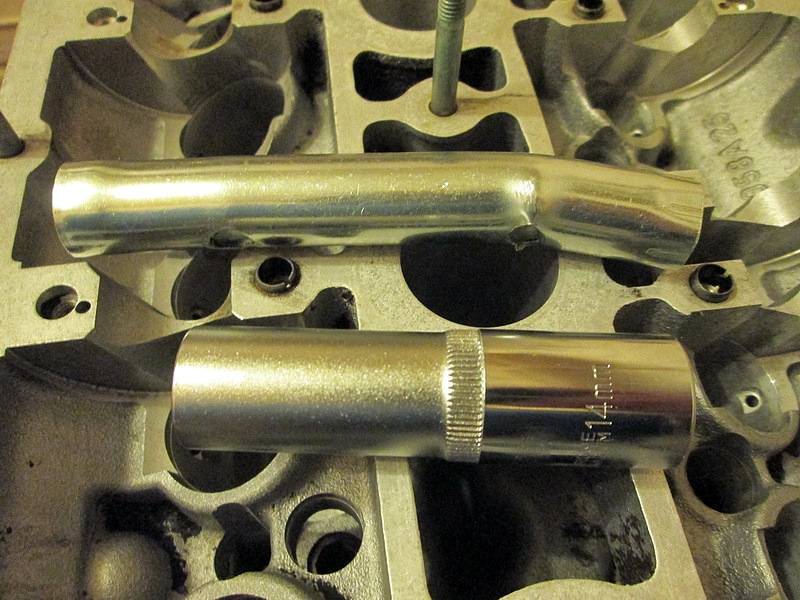
Оправка для снятия и установки направляющей состоит из двух частей. Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны. Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку. Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
2. Процесс снятия изношенной направляющей и установка новой
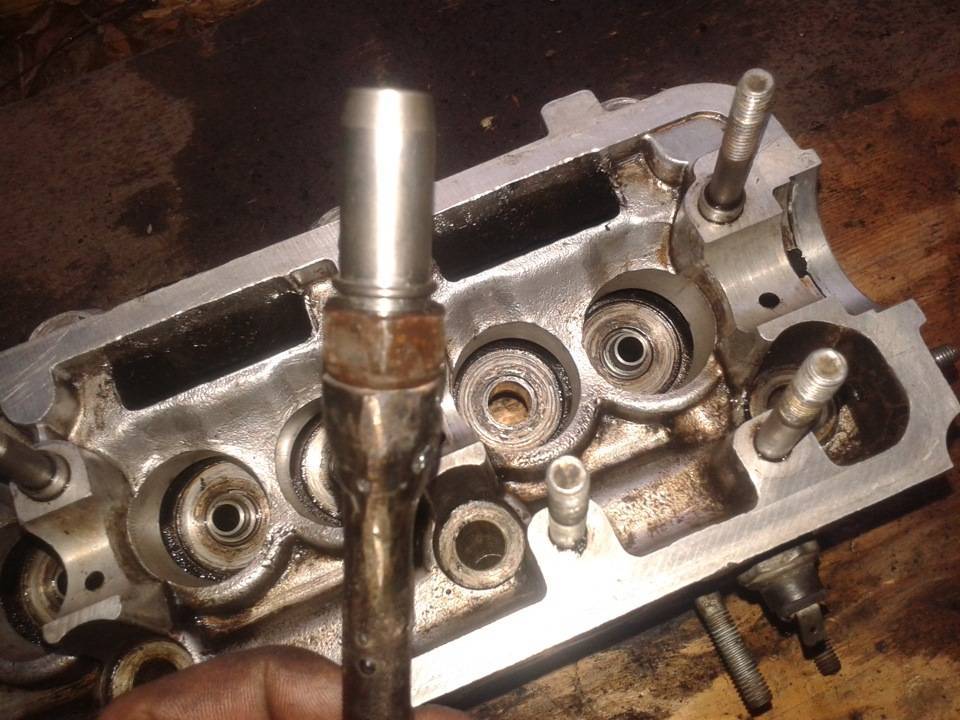
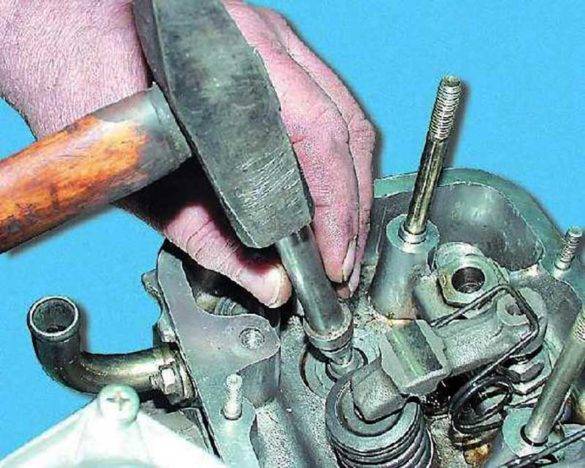
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.
В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток. Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.
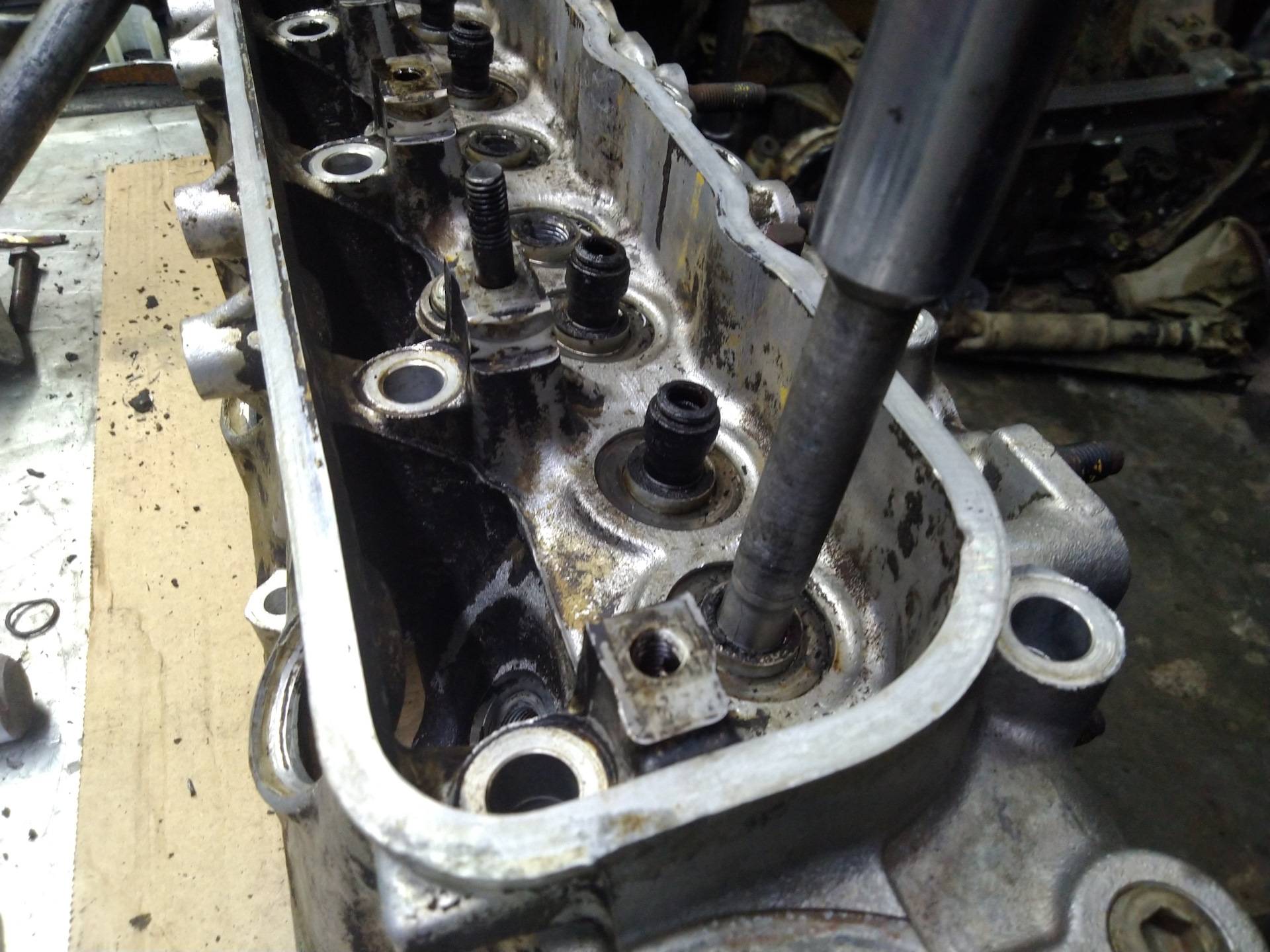
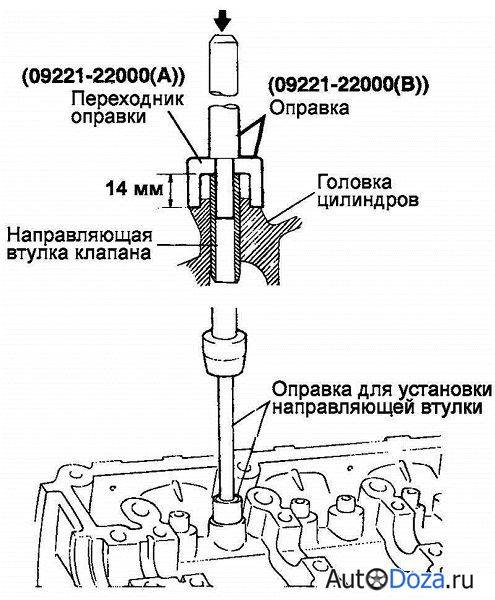
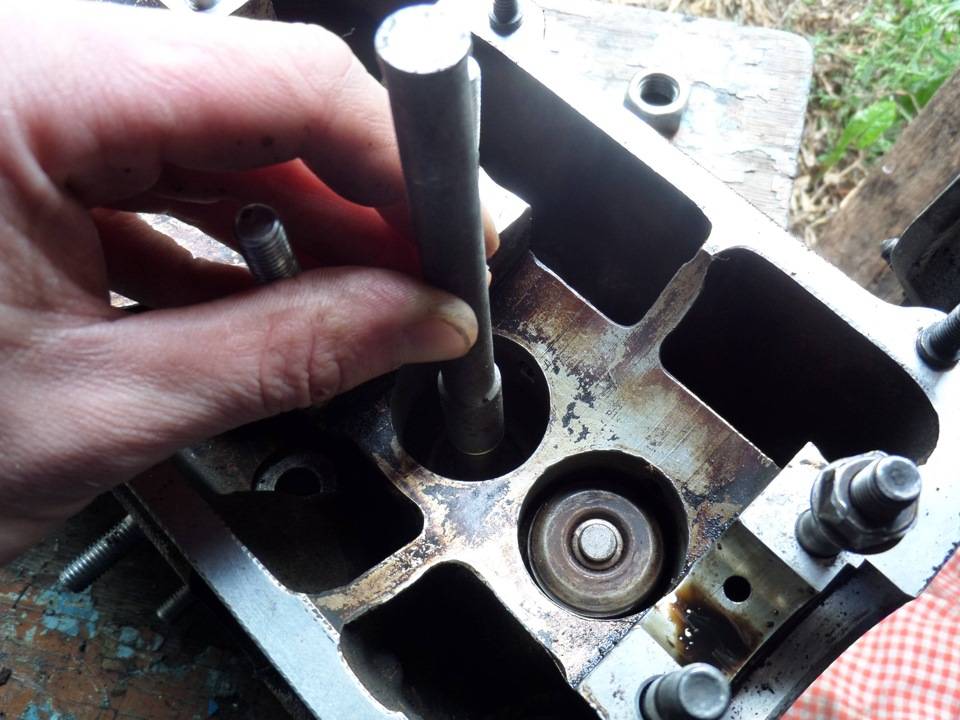
Далее наденьте на нее головку и вставьте шток. Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место
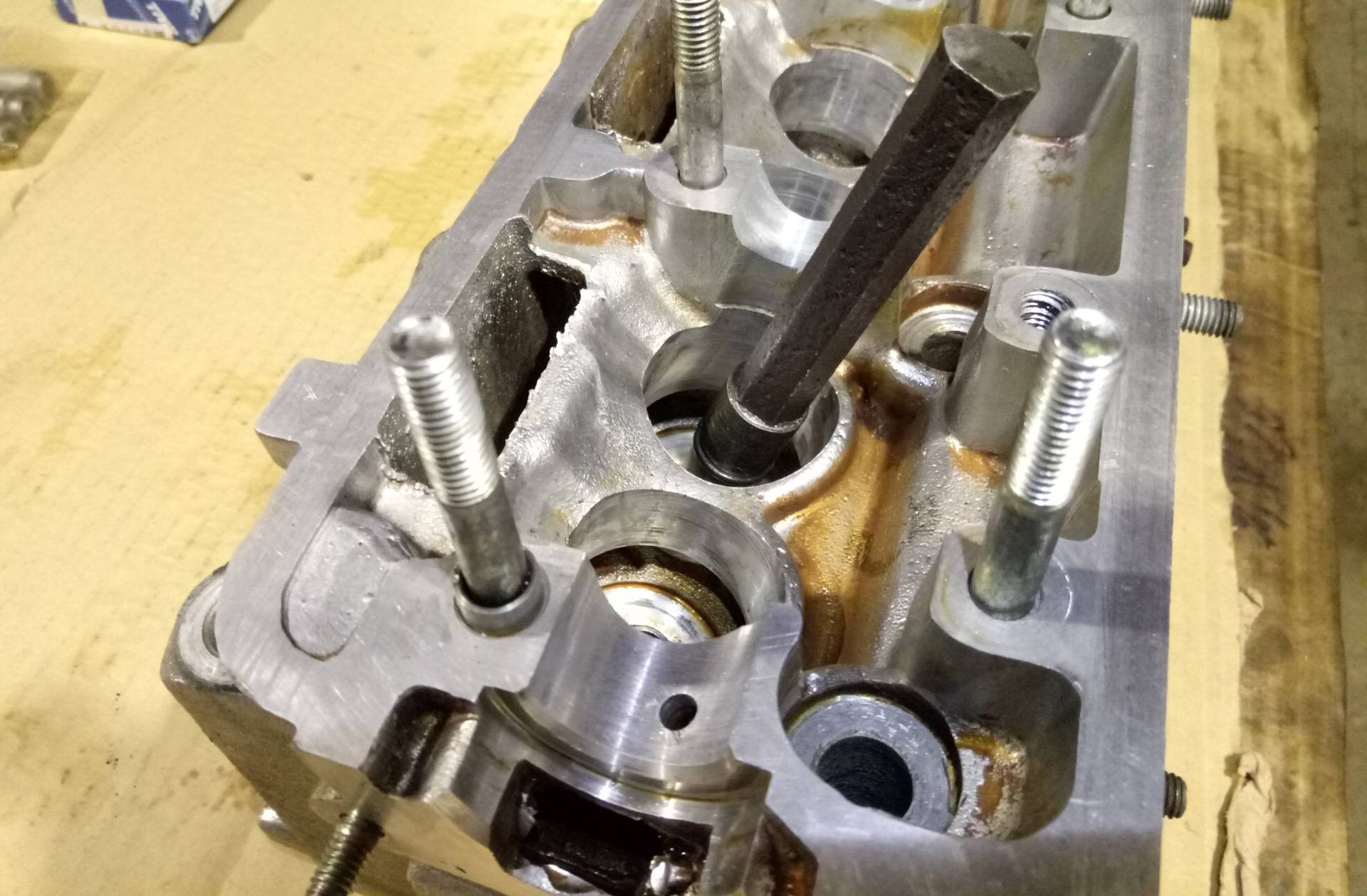
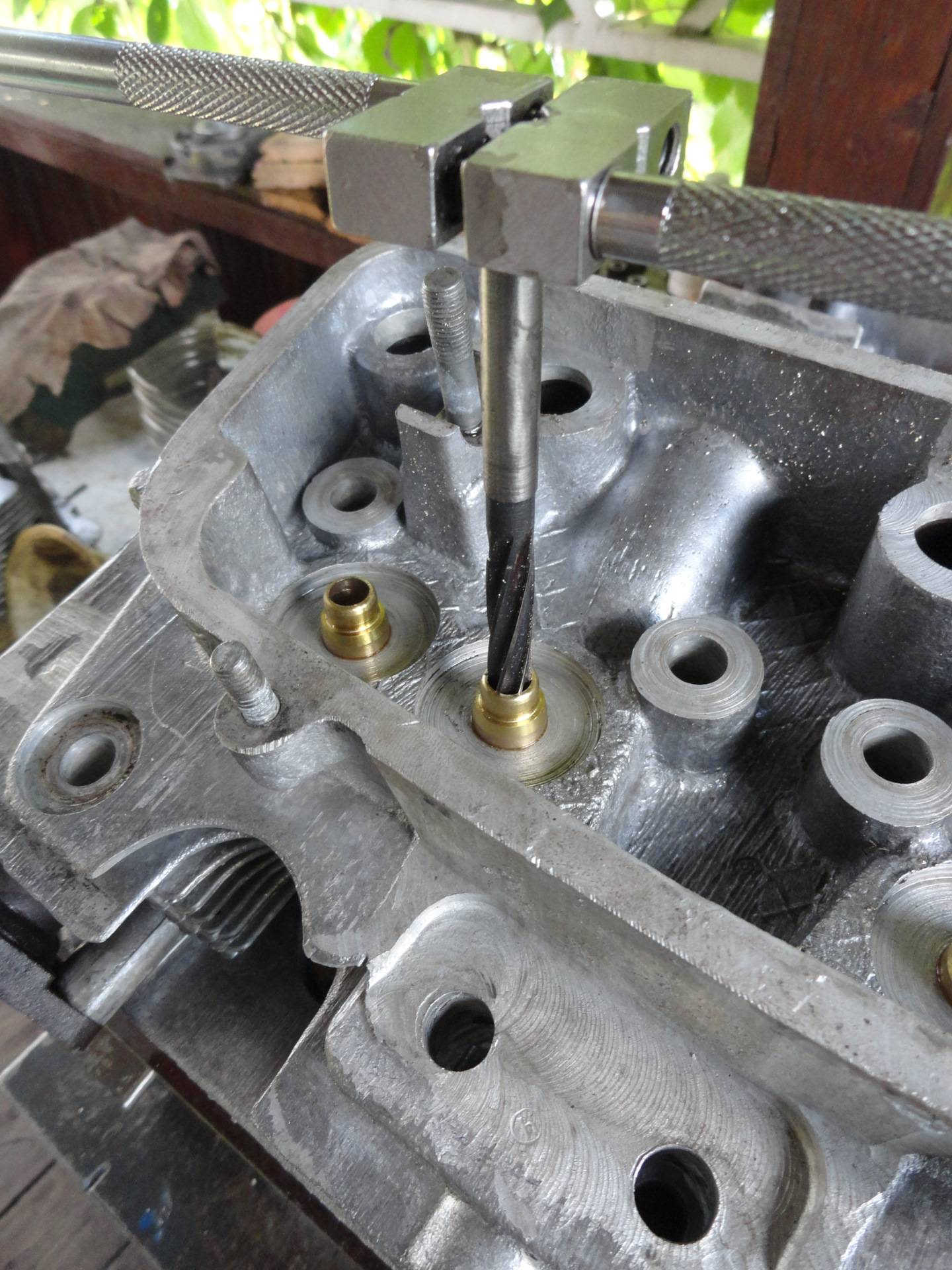
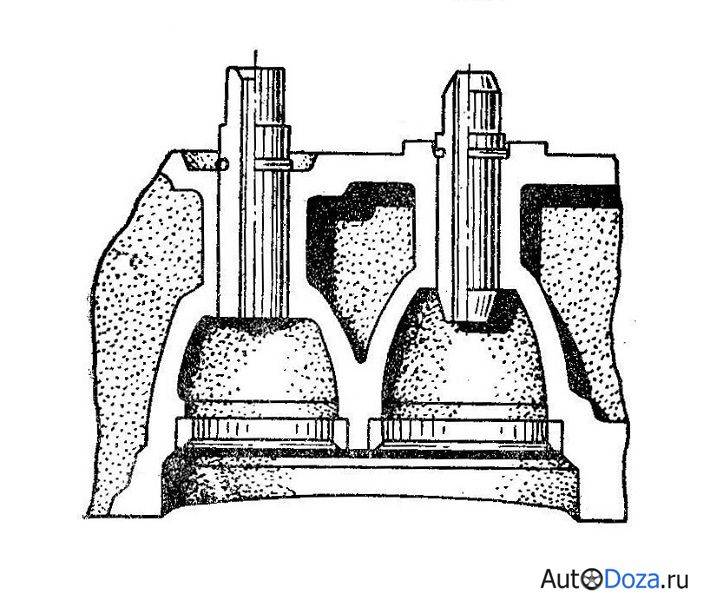
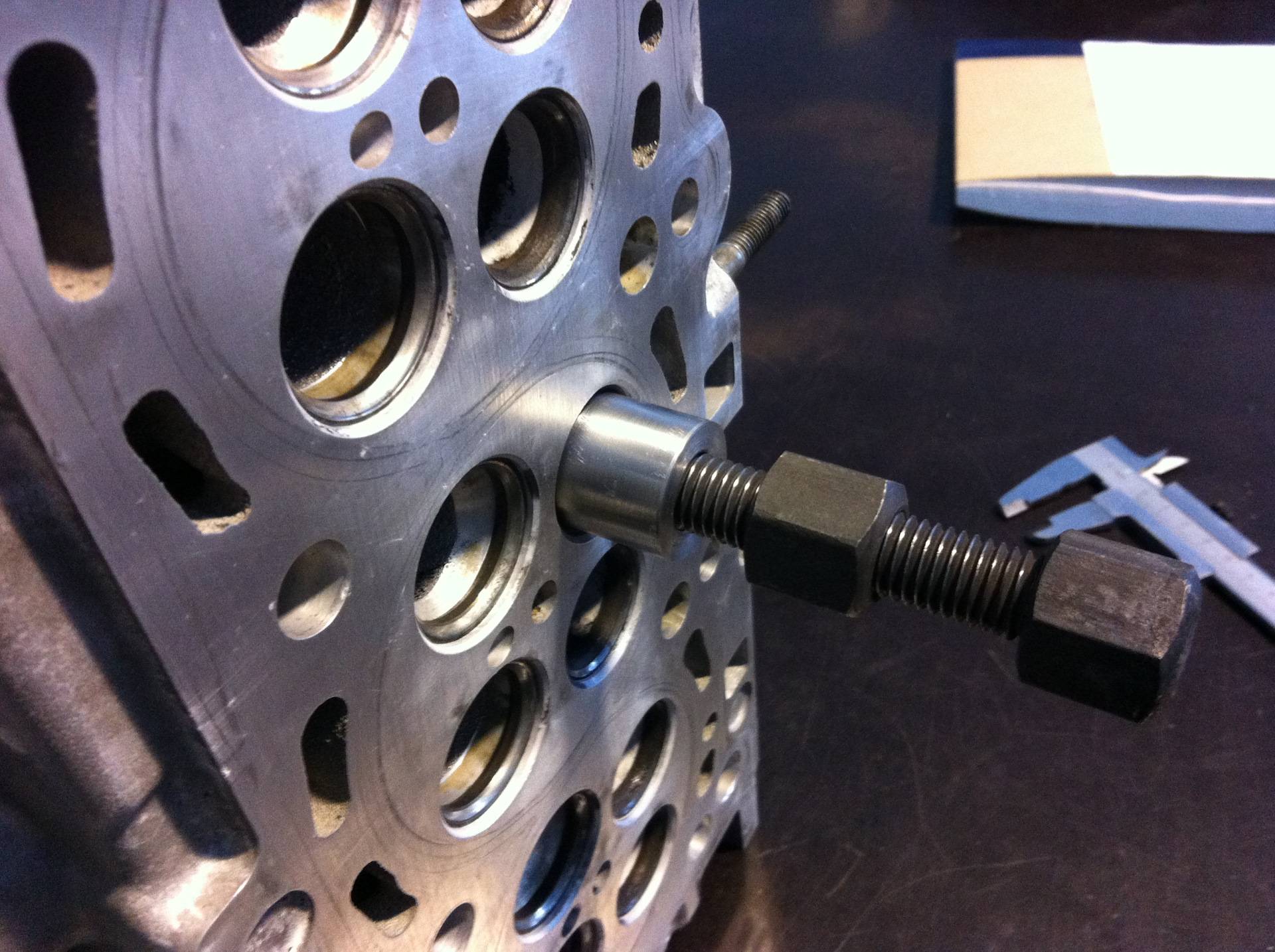
При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2)
Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Ещё кое-что полезное для Вас:
В процессе эксплуатации втулки клапанов изнашиваются, в основном в плоскости вращения распредвала, и соосность втулки с клапаном теряется, втулка разбивается на концах именно в этой плоскости. Потом клапан начинает гулять,- его биение превышает норму, из-за этого он неплотно прилегает к седлу, соответственно он разбивает фаску седла. Это может привести к прогару клапана и последующей замене седла. А может и не привести, если вовремя исправить.
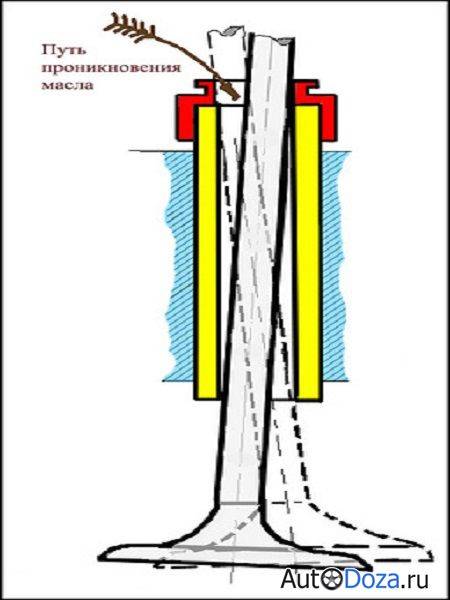
В изношенной направляющей клапан будет ходить криво, что приведёт к быстрому износу маслосъёмных колпачков, тогда масло будет легко попадать в двигатель, тем более сама втулка разбита, и через неё пройдёт больше масла. Простая замена колпачков не поможет, новые быстро износятся и всё повторится сначала.
Масло также может уходить и через зазор втулки с головкой, особенно если установить «фирменную» кривую втулку, вроде бы и мск в порядке, не пропускают, и клапан ходит без перекосов, а всё равно всё в масле. И эта поломка довольно сложно диагностируется, ведь туда не заглянешь, а масло всё равно будет со всех сторон.
А при обрыве ГРМ, как правило, гнутся клапана, и они могут повредить направляющие.
Размеры направляющих втулок клапанов ваз 2108
Осмотр и дефектовка частей Примечания Параметры пружин клапанов для определения их упругости.
Наружная пружина: высота в свободном состоянии 45,2 мм
высота под нагрузкой 26,0+1,7 кгс 33,7 мм
высота под нагрузкой 46,2+2,4 кгс 24,7 мм
Внутренняя пружина: высота в свободном состоянии 34,1 мм
высота под нагрузкой 9,0+0,8 кгс 29,7 мм
высота под нагрузкой 27,5+1,5 кгс 20,7 мм.
а – седло впускного клапана б – седло выпускного клапана I – новость седло Ii – седло дальше ремонта
Величина зазоров между клапаном и направляющей втулкой, мм: номинальный промежуток для впускных клапанов 0,022-0,055
номинальный промежуток для выпускных клапанов 0,029-0,062
предельно допустимый промежуток для впускных и выпускных клапанов 0,3
Если промежуток меньше предельно допустимого, попробуйте заменить клапан. Если промежуток преувеличивает предельно допустимый, подмените направляющую втулку.порядо. Осуществления 1. Вымойте части головки блока в бензине, протрите и просушите их. 2. Очистите камеры сгорания от нагара. Исследуйте головку. Если на ней есть трещины или последствия прогара в камерах сгорания, подмените головку. 3. Измерьте плоскостность поверхности, прилегающей к блоку цилиндров. Для этого установите металлическую линейку ребром на плоскость головки по центру вдоль, а далее по диагоналям и замерьте щупом промежуток между плоскостью головки и линейкой. Подмените головку, если промежуток превысит 0,1 мм. 4. Очистите нагар с клапанов. Это можно исполнять подходящим металлическим приспособлением.
6. Дефекты рабочей фаски клапанов, которые невозможно вывести притиркой, можно прошлифофать на особом станке. При шлифовке стоит выдержать размеры, заданные на рисунке. В скобках даны отличающиеся размеры для двигателя Ваз-21083 (см. примечания)..
5. Исследуйте клапаны. Подмените клапаны со следующими дефектами: глубокие риски и царапины на рабочей фаске, трещины, деформация вала клапана, коробление тарелки клапана, последствия прогара. Неглубокие риски и царапины на рабочей фаске можно убрать притиркой клапанов. 7. Измерьте положение пружин клапанов. Искревленные, поломанные или имеющие трещины пружины подмените. Измерьте упругость пружин. Для этого проверьте высоту пружин в свободном состоянии, а далее под двумя различными нагрузками. Если пружина не соответсвует требуемым параметрам, подмените ее (см. примечания).
Измерение износа направляющей втулки клапана
Прежде чем измерять износ направляющей втулки клапана, необходимо измерить диаметр стержня клапана. Затем с помощью измерителя с разрезным кольцевым щупом измеряется диаметр отверстия в центральной части направляющей втулки клапана. После этого раскрытие кольцевого щупа измеряется с помощью микрометра. Затем измеряется диаметр отверстия на обоих концах направляющей втулки.
Разрез в кольцевом при этих измерениях должен быть ориентирован перпендикулярно оси максимального износа отверстия. Затем вычисляется разница между наибольшим диаметром отверстия в направляющей втулке и диаметром стержня клапана. Если зазор оказывается больше установленного предела, направляющая втулка клапана подлежит ремонту.
Зазор между стержнем и направляющей втулкой клапана можно также определить, измерив с помощью измерителя смещения с циферблатной шкалой люфт клапана, выдвинутого из седла. Необходимо также измерить диаметр стержня клапана.
Большинство американских производителей автомобилей, в двигателях которых используются встроенные направляющие втулки клапанов, рекомендуют расширять изношенные отверстия в направляющих втулках с помощью развертки и заменять клапаны новыми, со стержнями увеличенного, ремонтного диаметра. Если направляющая втулка клапана изношена, то скорее всего изношен и стержень клапана. В этом случае требуются новые клапаны. Но если клапаны заменяются, то безразлично — имеют ли они стержень стандартного диаметра или ремонтный, увеличенного диаметра. Ремонтные клапаны выпускаются обычно с диаметрами стержней, увеличенными на стандартную величину — 0,003, 0,005, 0,015 и 0,030 дюйма. Отверстие в ремонтируемой направляющей втулке развертывается или хонингуется до необходимого диаметра, соответствующего диаметру стержня ремонтного клапана. Зазор между стержнем и отремонтированной направляющей втулкой сохраняется таким же, как у старого клапана. При замене изношенных клапанов ремонтными, имеющими стержни увеличенного диаметра, масляный зазор и характеристики теплопередачи остаются прежними.
Многие компании, занимающиеся капитальным ремонтом двигателей, с целью упрощения ремонта головок, используют ремонтные клапаны со стержнями увеличенного диаметра.
При восстановлении отверстия в направляющей втулке клапана по технологии накаткиу накаточная головка, вращаясь, углубляется в отверстие. В ходе этой операции диаметр отверстия уменьшается за счет вытеснения металла из одних мест в другие. Технология накатки идеально подходит для двигателей со встроенными направляющими втулками клапанов (т.е. несъемными, отлитыми вместе с головкой блока цилиндров и, следовательно, незаменяемыми). Накатку не рекомендуется использовать для восстановления отверстий с износом, превышающим 0,006 дюйма (0,15 мм). В процессе накатки накаточный ролик конической формы, имеющий небольшой диаметр, или резьбонарезной резец со специально затупленной режущей кромкой, вдавливается в стенку отверстия, выдавливая в ней канавку без удаления металла, как показано на рис. 13.39 и 13.40. Металл выдавливается на края канавки, аналогично тому, как мягкий грунт выдавливается колесами автомобиля из колеи на ее края (образуя непрерывный выступ по краям колеи). Накаточная головка приводится в действие дрелью с понижающим редуктором. Развертки, входящие в комплект накаточной головки, развертывают накатанное отверстие ровно настолько, чтобы обеспечить соответствие зазора между направляющей втулкой и стержнем клапана требованиям общих стандартов на восстановленные узлы. Если требуется особая точность, отверстия хонингуются до заданного размера на высокоточном оборудовании. У направляющих втулок клапанов, восстановленных накаткой, зазор обычно вдвое меньше, чем у новых деталей. Но столь небольшой зазор допустим, потому что после накатки в стенке отверстия, по все его длине, остается множество тонких кольцевых выступов, которые удерживают масло, обеспечивая нормальную смазку.
Способы выпрессовки и запрессовки втулок клапанов ГБЦ
Способ 1. Самый распространенный, простой и неправильный метод — выбивание втулок с помощью молотка, зубила. Извлечение подобным способом втулок приводит к порче посадочного места в ГБЦ. Такой подход к ремонту чаще наблюдается у мастеров — самоучек.
Способ 2. Использование специализированной латунной оправки вместо зубила почти полностью исключает риск повреждений газораспределительного механизма, но не даёт полной гарантии качества. Оправка должна быть расположена со стороны седла на направляющую втулку, которую в дальнейшем выбивают молотком.





Способ 3. Применение специального съемника — это процесс, наиболее оптимальный при изъятии втулок. Правильный демонтаж и монтаж втулок. Основной проблемой при демонтажных работах втулок является снятие слоя металлической поверхности посадочного места. Для наилучшей выпрессовки необходимо нагреть головку блока до девяноста градусов. Перед монтажными работами новых направляющих будет правильнее выдержать их в масле в течение 5-8 минут для пропитки. Головка блока нагревается, а сами втулки охлаждаются с помощью жидкого азота или низких температур морозильной камеры.
Когда нужно менять направляющие?
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла. Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.
Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.
Совет. По нагару на свечах вы можете определить цилиндр, в который попадает наибольшее количество смазочного материала. Это пригодится для выполнения диагностики.
Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.
Чтобы ощутить люфт, клапан надо вытащить за шток и покачать в стороны
При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.
Замена направляющих втулок клапанов своими руками

При частой эксплуатации автомобиля периодическая замена направляющих втулок клапанов практически неизбежна. Эти элементы необходимы для того, чтобы снизить расход масла в двигателе. Постараемся осуществить такую операцию самостоятельно.
Как определить, что произошел износ направляющих втулок?
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь. Чтобы определить, что произошел износ направляющих втулок клапанов, есть ряд признаков, которые перечислены ниже.
Если вы заметили, что масла стало расходоваться слишком много, то стоит первым делом обратить внимание на работу клапанов. Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме
Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля. Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны.
Если по какой-то причине у вас был искривлен шток, то после его замены необходимо сразу заменить клапаны, чтобы не ждать скорого наступления их неработоспособности.
Замена направляющих втулок клапанов – собираем инструменты
Перед тем, как заменить направляющие втулки клапанов, необходимо произвести определенную подготовку. Замена втулок на всех автомобилях производится примерно одинаково. Есть небольшие отличия в двигателях определенных стран, например, порядок работ на русских и японских моторах будет различным. Чтобы произвести данную операцию, необходима специальная оправка, которую можно заказать любому знакомому токарю, или же можно обратиться в мастерскую.
Также перед заменой вам необходимо подготовить стандартный набор инструментов: ключ, отвертки, сверла и тому подобные вещи. Стоит отметить, что вам понадобится запрессовка направляющих втулок клапанов, это специальный инструмент. Данный девайс сейчас продается в магазинах, но можно также его сделать самому. В данной статье, как именно сделать этот инструмент, мы описывать не будем, но вы с легкостью сможете найти информацию в других статьях.

Как заменить направляющие втулки клапанов самостоятельно?
Итак, непосредственно приступаем к самой работе! Чтобы все прошло удачно и без каких-либо оплошностей, вам необходимо соблюдать следующую инструкцию. Сначала вставляем поочередно оправку в отверстия старых втулок и очень аккуратно, не применяя особых усилий, наносим удары молотком по самому концу оправки. Тем самым медленно и, самое главное, аккуратно мы выбиваем втулки. Затем необходимо прочистить данное освободившееся место. Лучше всего, если есть такая возможность, втулки продуйте сжатым воздухом.
Для установки новых втулок их необходимо выдержать в морозилке примерно двое суток, так они будут более сжатыми и потом плавно разместятся в посадочном месте. Дальше нам необходимо нагреть головки блока цилиндров на электроплитке примерно до температуры, равной 100 градусам, тем самым мы расширим посадочные места. Остался последний этап: надеваем на втулки стопорные кольца, вставляем их в отверстия и также аккуратно, как мы их доставали, начинаем вбивать.
Обратите внимание, если колпачки разболтались, то совсем необязательно производить замену. В данной проблеме поможет развертка направляющих втулок клапанов
Она делается вручную, вы просто утягиваете клапан до минимального значения зазора. Для впускного клапана значение примерно от 0,020-0,055 мм, а если брать выпускной клапан, то значение должно быть 0,035-0,070 мм. Чтобы полностью завершить эту статью, осталось выяснить, какие направляющие втулки клапанов лучше? Между собой они отличаются по материалу изготовления. Конечно, лучше всего, если втулки будут чугунные. Так как в данном случае, чем прочнее материал, тем он лучше для использования.
Запрессовка направляющих
Засовываются обратно направляющие точно так же, как и высовываются, только наоборот. Есть несколько вариантов сделать это: одни делают посадку более качественной, другие проще реализуются.
Легче всего запрессовывать направляющие, если нагреть головку или охладить втулку. Чем больше будет разность температур у деталей, тем меньший будет меньше натяг и меньше усилий усилий придётся приложить при запрессовке.







Чем меньше нужен натяг у пары втулка-головка и чем твёрже материалы деталей, тем меньше потребуется разность температур. Дело в том, что мягкие металлы при запрессовывании могут нагартовываться, тем самым уменьшая натяг. Мягкий металл просто сминается под более твёрдым. А если обе детали из мягкого металла (алюминиевая головка и бронзовая втулка), то в процессе запрессовывания при натяге свыше 0,05 мм детали схватятся с образованием задиров. Из-за этого будет меньший теплоотвод и клапан может заклинить, а втулка при меньшем натяге вылетит из посадочного отверстия. Но хватит теории, перейдём делу.
 Самая простая запрессовка осуществляется ударным способом- молотком через оправку, чтобы не сбить торец втулки. Если не нагревать-охлаждать детали, то втулку надо хотя бы смазать маслом, иначе дело пойдёт совсем плохо.
Самая простая запрессовка осуществляется ударным способом- молотком через оправку, чтобы не сбить торец втулки. Если не нагревать-охлаждать детали, то втулку надо хотя бы смазать маслом, иначе дело пойдёт совсем плохо.
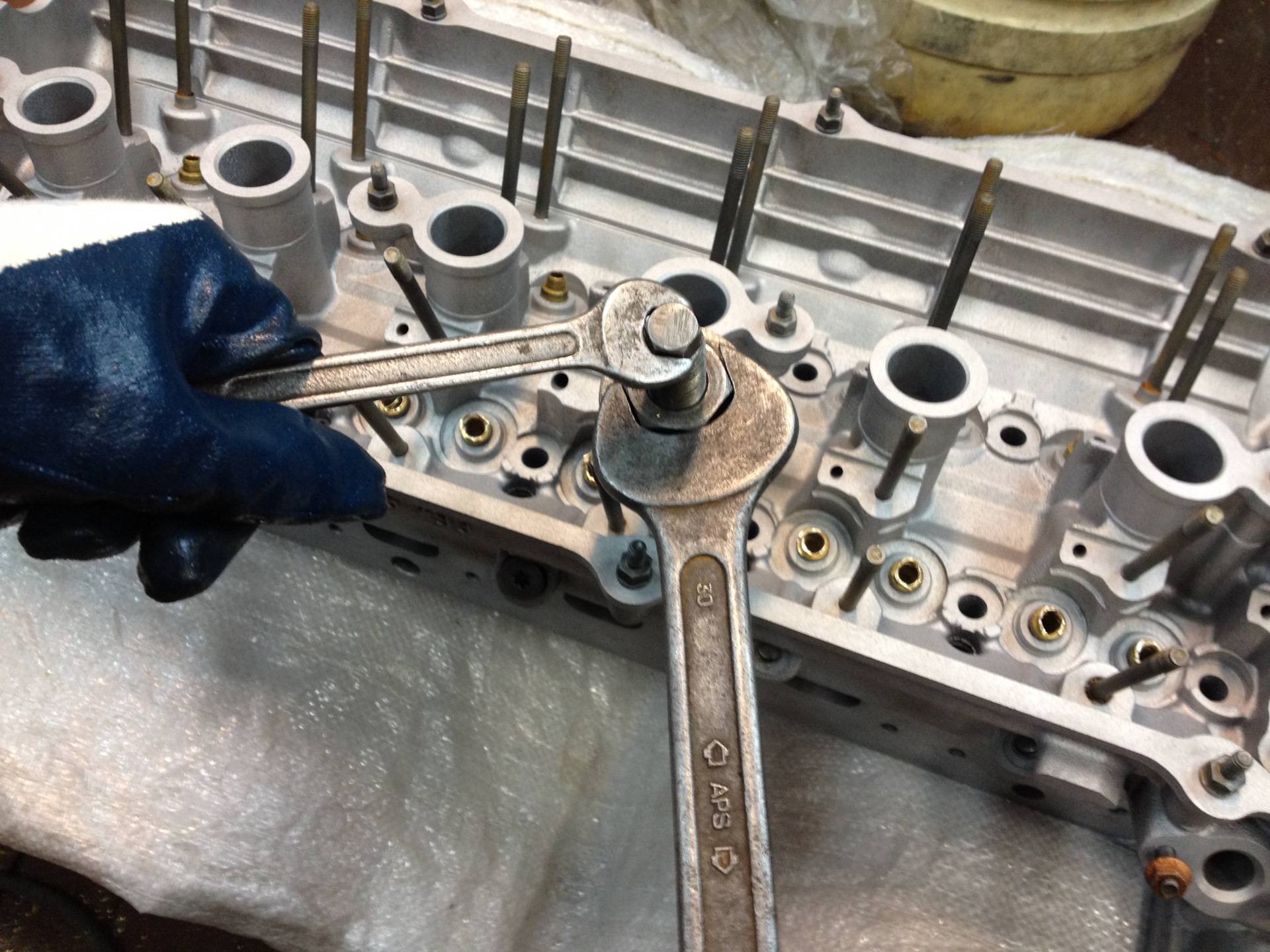
 Более щадящий режим запрессовки может гарантировать винтовое приспособление, оно хотя бы кромку не собьёт. Продеваем шпильку через втулку и посадочное отверстие, накручиваем гайки через проставки, снизу упираем в седло клапана, а сверху в направляющую втулку. По мере накручивания гаек втулка будет запрессовываться.
Более щадящий режим запрессовки может гарантировать винтовое приспособление, оно хотя бы кромку не собьёт. Продеваем шпильку через втулку и посадочное отверстие, накручиваем гайки через проставки, снизу упираем в седло клапана, а сверху в направляющую втулку. По мере накручивания гаек втулка будет запрессовываться.
Освобождаем рабочее пространство
Нужно понимать, что сразу крышку клапанов Вы не снимете, нужно до нее добраться.
Используя ключ на 8 откручиваем три болта и снимает крышку воздушного фильтра, а затем извлекаем фильтрующий элемент.
Отсоединяем все шланги, которые идут к воздушному фильтру.
Откручиваем ключем на 8 четыре болта крепления корпуса воздушного фильтра к карбюратору и окончательно демонтируем воздушный фильтр.
Идем дальше.
Используя тот же ключ на 8, отсоединяем трос подсоса.
Отсоединяем пружину шайбы, а затем непосредственно тягу педали газа.
Затем снимаем крышку трамблера и отводим жгуты высоковольтных проводов в сторону, так, чтобы было удобно работать.
Вынимаем масляной щуп, при этом вставив в отверстие чистую ветошь, чтобы не попала грязь.
Теперь мы можем свободно проводить нужные нам регулировки.
Как самому менять направляющие втулки клапанов
Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать
Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра
Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Выбор запасных частей
К выбору клапанов стоит отнестись серьезно, поскольку от качества изделия будет зависеть нормальная работоспособность главного силового агрегата. Как известно, существуют клапана впускные и выпускные, и они имеют разные каталожные номера, поэтому рассматривать их необходимо по отдельности. Кроме оригинальных изделий существует ряд аналогов, которые рекомендованы к установке на Шевроле Лачетти.
Оригинал
96440081 — оригинальный каталожный номер впускного клапана. Средняя стоимость изделия составляет 400 рублей за 1 штуку.
93333562 — оригинальный каталожный номер выпускного клапана. Средняя стоимость изделия составляет 1000 рублей за 1 штуку.
Как определить, что произошел износ направляющих втулок?
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь.
Если вы заметили, что масла стало расходоваться слишком много, то стоит первым делом обратить внимание на работу клапанов. Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме
Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля
Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны
Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля
Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны
Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
- С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.
Набор из Нутромера и микрометра для определения износа втулок
- С использованием индикатора часового типа со специальной стойкой (микрометрический нутромер или нутромер индикаторного типа). Если полученное значение зазора выходит за обозначенные в мануале пределы, то берётся новый клапан и повторяется процедура замеров. Если же и во втором случае зазор вышел за рамки допустимого, значит, запчасти идут под замену.
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Если ножка клапана продолжит «гулять» в направляющей, то разрушатся и сальники. Они изготовлены из относительно мягкого материала, но при чрезмерных нагрузках он затвердевает. В результате даже при небольшом смещении стержня может произойти разрушение сальника. Результат – масло попадает в камеры сгорания, появляется сильный нагар, увеличивается уровень вредных выбросов.
На втулке более всего изнашивается внутренняя поверхность. Заметным износ становится при достижении пробега в 150 тыс. км и более. Но если вы используете низкокачественные марки масел, то ресурс элементов становится еще меньше.






Проверить степень износа можно двумя способами:
- При помощи двух измерительных приборов – нутрометра и микрометра. Они позволяют измерить минимальное значение диаметра (внутреннего) втулок. Кроме того, с их помощью вы можете произвести замер максимального диаметра части хода стержня клапана. По сути, разность между этими двумя значениями и является значением износа. Обязательно только перед началом измерений очищайте все элементы от грязи и пыли, масла. Это позволит существенно увеличить точность и уменьшить погрешность.
- С помощью специального часового индикатора, установленного на стойке. Это может быть индикаторный или микрометрический нутрометр. В том случае, если зазор большой, необходимо установить новый клапан и произвести повторную проверку. Если и в этот раз зазор зашкаливает, то придется менять направляющие.
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь.
Для чего нужна направляющая втулка
Направляющую втулку вполне справедливо можно считать основным элементом, от которого зависит ресурс и правильная работа тандема «седло — клапанная тарелка». Материал, из которого изготовлена деталь и сама её конструкция в первую очередь нацелены на работу в условиях больших скоростях закреплённого в ней клапанного стержня, постоянных высокотемпературных нагрузок и практически полного отсутствия смазки в паре «клапан-втулка».
Причины и последствия деформации
Описанные условия приводят к тому, что в процессе работы мотора изнашиваются и направляющая втулка клапана, из-за чего со временем может нарушаться её соосность с клапанным стержнем. В дальнейшем деталь ещё больше разбивается и клапан начинает «гулять» и неплотно прилегать к своему седлу, а это, в свою очередь, приводит к разбитию фаски седла со временем. В качестве последствий можно получить прогар клапана и попасть на замену седла.

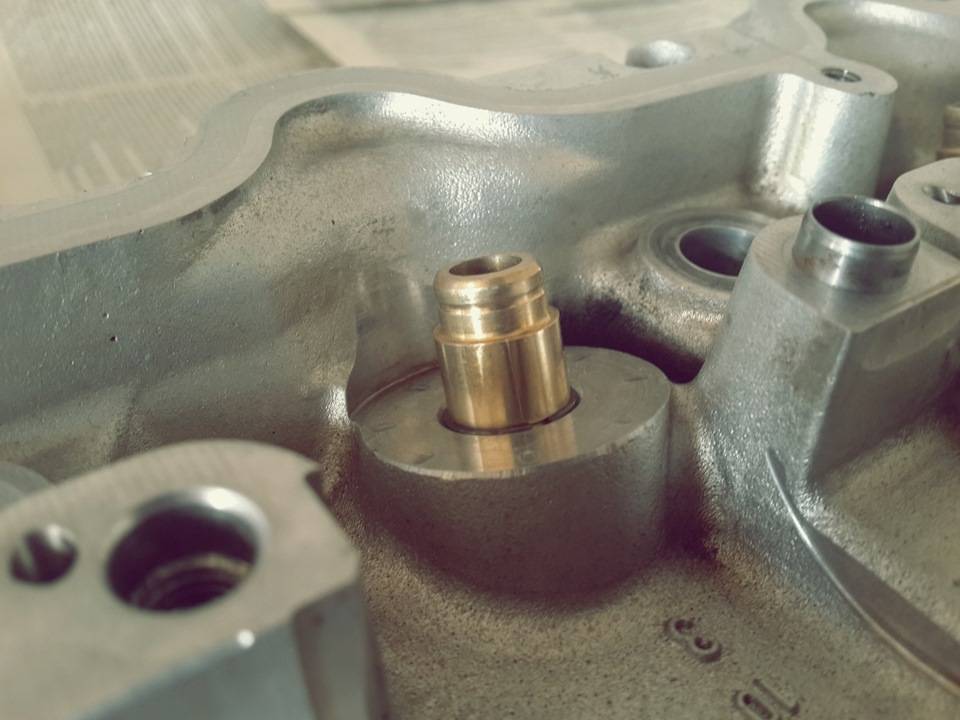
Внешний вид бронзовых направляющих втулок для моделей ВАЗ 2108–2109
Также из-за «гуляния» клапана в разбитой направляющей могут быстрее прийти в негодность маслосъёмные колпачки. Они просто не смогут удерживать масло при увеличившихся угловых смещениях клапанного стержня. Результатом будет попадание масла в двигатель, а если ещё учесть, что через разбитую втулку будет проходить масла больше обычного, то ситуация получается не из приятных. Увеличится нагар на клапанах и других деталях вокруг камеры сгорания, повысится уровень вредных выбросов выхлопных газов и можно получить преждевременно вышедший из строя каталитический нейтрализатор. И простой заменой маслосъёмных колпачков тут не обойтись, так как вскоре проблема снова вернётся.
Почему не стоит пренебрегать проверкой
В процессе ремонта двигателя его головке лучше уделить особое внимание. Нередко именно эта часть мотора виновна в том, что уровень компрессии в цилиндрах далёк от желаемого
Автомобилисты порой при ремонте ГБЦ ограничиваются только притиркой клапанов к их сёдлам, считая, что в цельнометаллических втулках особо изнашиваться особо-то нечему. В то же время проверить, насколько велик зазор между деталью и её клапаном будет совсем нелишним делом. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Материалы, используемые для изготовления втулок
Для изготовления втулок применяют материалы с хорошей износостойкостью и уровнем теплопроводности. Среди таких можно найти:
- специальные сплавы чугуна;
- бронзУ;
- латунь;
- металлокерамику.
По теплопроводности и себестоимости латунь наряду с бронзой находятся в лидерах, поэтому подавляющее большинство втулок изготовлено из сплавов этих металлов.
Нюансы, которые необходимо учитывать
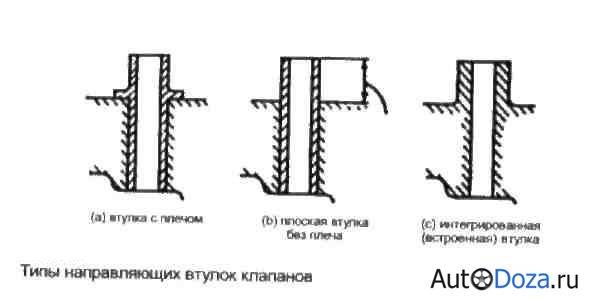
Большинство втулок имеют специальный опорный буртик на наружной стороне, призванный обеспечить надлежащую фиксацию детали по вертикали в ГБЦ. Если же деталь гладкая, то установка осуществляется с использованием специальной оправки.
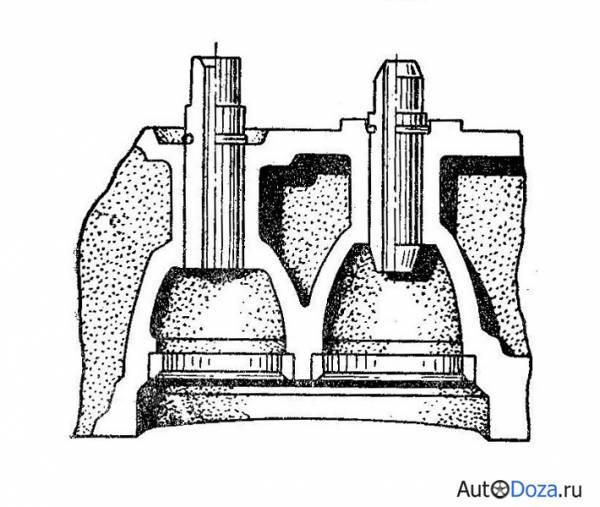
Для впускных клапанов направляющие втулки не должны выступать, дабы не увеличивать аэродинамическое сопротивление впускного канала. Втулки выпускных клапанов призваны по максимуму «прятать» стержень клапана для сохранности последнего от воздействия высоких температур и лучшего отвода тепла.

Внешний вид и расположение направляющей втулки клапана в ГБЦ
Рекомендуем: Как самостоятельно развальцевать тормозную трубку
Точность изготовления втулок очень высока. Это необходимо для получения максимально выверенной соосности и наилучшего прилегания клапанной тарелки и седла при функционировании двигателя. Снаружи корпус детали, которую предстоит запрессовать в ГБЦ, должен быть максимально чисто обработан, на нём должны отсутствовать какие-либо царапины или риски. Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.
Определение износа
Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
- С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.
Набор из Нутромера и микрометра для определения износа втулок
- С использованием индикатора часового типа со специальной стойкой (микрометрический нутромер или нутромер индикаторного типа). Если полученное значение зазора выходит за обозначенные в мануале пределы, то берётся новый клапан и повторяется процедура замеров. Если же и во втором случае зазор вышел за рамки допустимого, значит, запчасти идут под замену.
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном





