Гильзовка блока цилиндров двигателя.
ГИЛЬЗОВКА БЛОКА ЦИЛИНДРА С ЗАВОДСКИМИ РЕМОНТАМИ, КАК У ШТАТНОГО ДВИГАТЕЛЯ
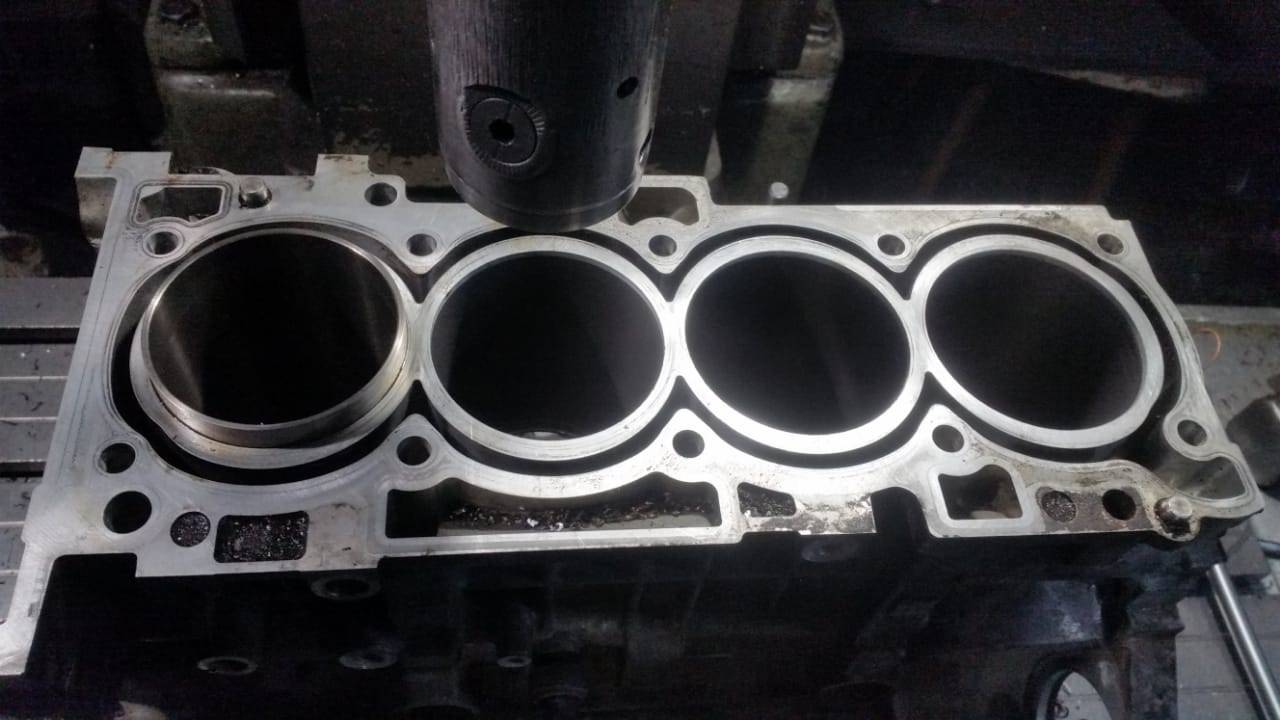
Гильзовка блока цилиндров практически для всех видов моторов — это операция нестандартная и вынужденная.
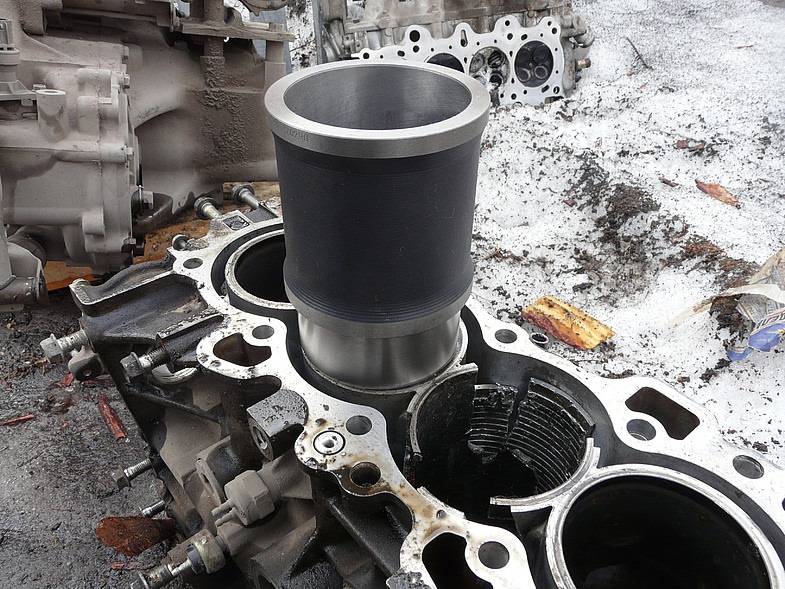
Суть данной операции заключается в том, что при отсутствии ремонтных размеров и слишком большом износе блока цилиндров, или при значительном повреждении рабочей поверхности цилиндра — блок растачивается под ремонтную гильзу.
В полученное отверстие с натягом запрессовывается «сухая» гильза. Далее — запрессованная гильза подрезается, растачивается и хонингуется под исходный размер поршня. В итоге получатся блок цилиндров в номинальном размере, который имеет те же заводские ремонты, что и штатный двигатель.
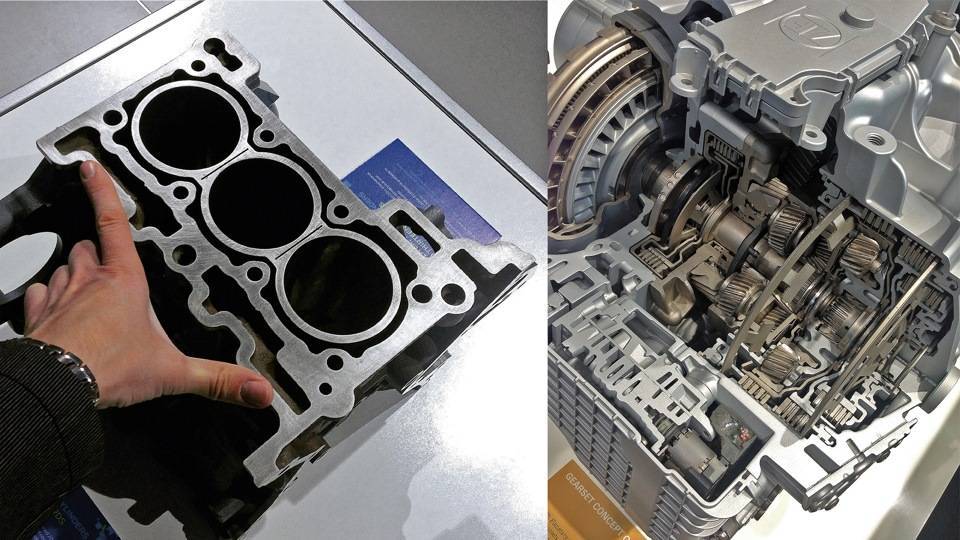
МЫ ОСУЩЕСТВЛЯЕМ ГИЛЬЗОВКУ АЛЮМИНИМЕВЫХ И ЧУГУННЫХ БЛОКОВ ЦИЛИНДРОВ
Существует несколько типов моторов, у которых возможно загильзовать блок цилиндра.
Мы перегильзовываем двигатели чугунных блоков, в которые на заводе изготовителе установлена «сухая» гильза.
В таких моторах гильза вырезается или прессуется полностью, и на ее место устанавливается новая гильза.
Необходимо обратить внимание на то, что перед установкой штатной гильзы на месте старой гильзы — необходимо промерять посадочное место. Зачастую геометрия заводского посадочного отверстия под гильзу сильно нарушается, что приводит к необходимости дополнительной расточки блока, и изготовления увеличенной гильзы цилиндра, что приводит к удорожанию ремонта
Зачастую геометрия заводского посадочного отверстия под гильзу сильно нарушается, что приводит к необходимости дополнительной расточки блока, и изготовления увеличенной гильзы цилиндра, что приводит к удорожанию ремонта.
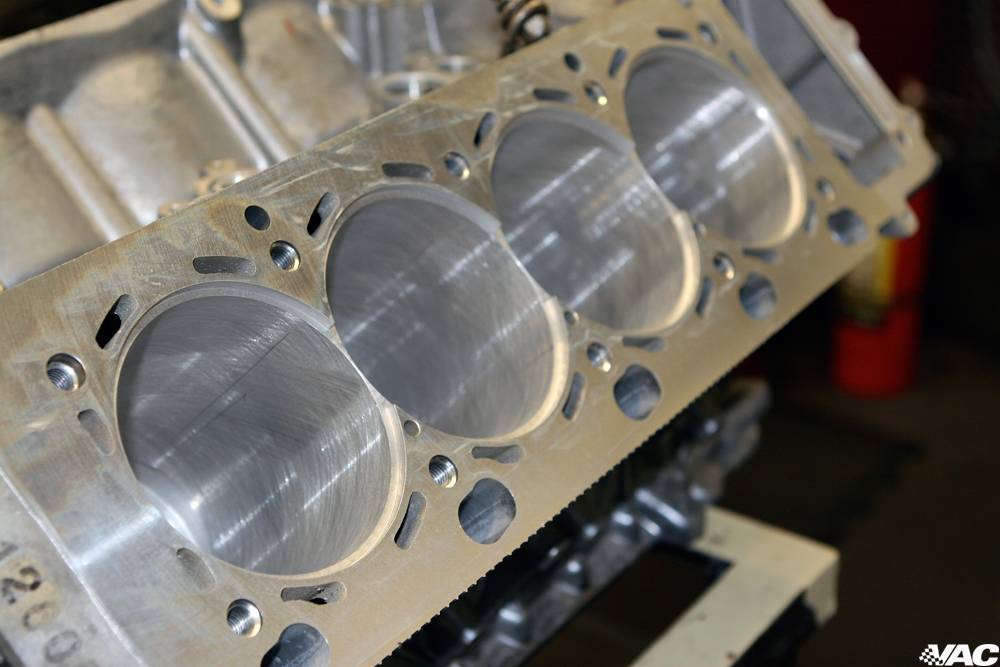
Алюминиевые блоки цилиндров, в которых с завода установлена стальная гильза, гильзовка происходит без удаления заводской гильзы. Посадочное место под новую гильзу растачивается в старой, а в полученное отверстие запрессовывается новая тонкостенная гильза.
Чугунный блок цилиндров, который не имеет штатной гильзы, подлежит гильзовке в том случае, если у мотора не осталось ремонтных размеров под расточку, или цилиндры имеют сильные механические повреждения.
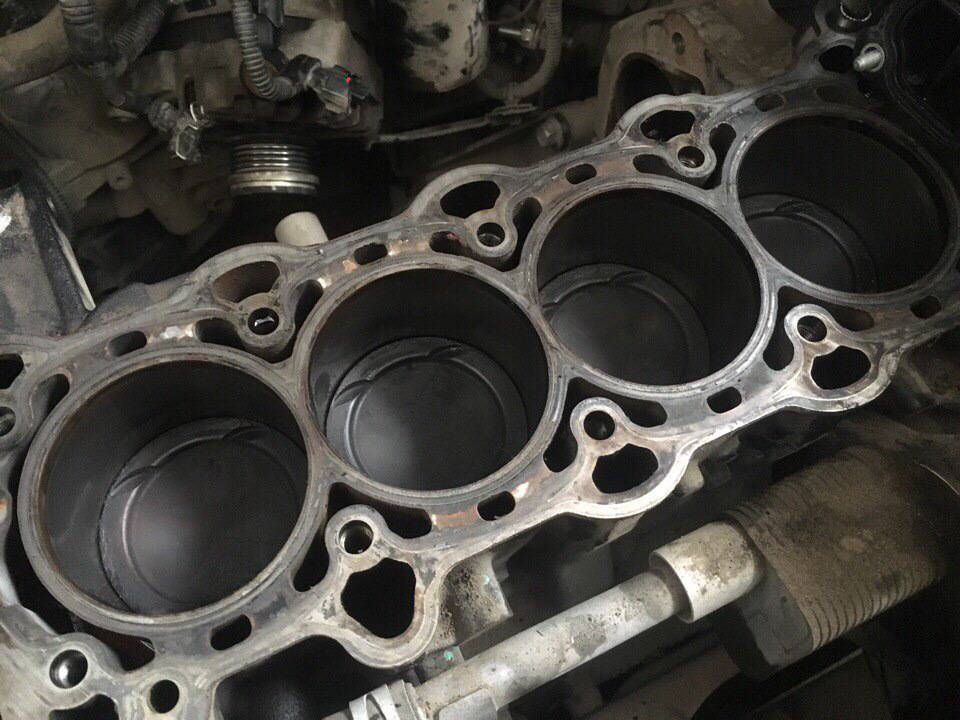
Гильзовку блока с целью устранения проломов и трещин целесообразно производить в том случае, если трещина не доходит до плоскости головки блока. В противном случае — эффективность ремонта крайне мала. И в этом случае блок цилиндров придется заменить. Суть такого ремонта состоит в дополнительной герметизации посадки гильзы в блоке, чтобы предотвратить попадание охлаждающей жидкости в камеру сгорания, и картер двигателя.
АЛЮМИНИЕВЫЕ БЛОКИ ЦИЛИНДРОВ С ПОКРЫТИЕМ НИКАСИЛ (NICASIL)МЫ ГИЛЬЗУЕМ СТАЛЬНОЙ ГИЛЬЗОЙ ДО РЕСУРСА ЗАВОДСКОГО ДВИГАТЕЛЯ
Это гальваническое покрытие, восстановление которого в нашей стране пока не налажено. Оно широко применяется таким производителем автомобилей, как BMW, а так же производителями моторов для мото- и водной техники. Мы предлагаем гильзовать такие моторы стальной гильзой. Практика показывает, что ресурс отремонтированных двигателей сопоставим с заводским ресурсом.
Когда заходит разговор о гильзовке двигателя, у клиентов часто возникает вопрос качества гильз, и ресурса отремонтированного двигателя.
МЫ ИСПОЛЬЗУЕМ ГИЛЬЗЫ ВЕДУЩИХ ПРОИЗВОДИТЕЛЕЙ — MAHLEKOLBEN и KLBENSCHMIDT (ГЕРМАНИЯ)
Изготовить гильзу из качественного материала гораздо проще и экономически более целесообразно, чем блок цилиндров целиком, поэтому ведущие автопроизводители применяют технологию гильзования в производстве своих моторов, к которым предъявляются повышенные эксплуатационные требования.
Дизельные двигатели Mersedes, и большинство моторов грузовых автомобилей имеют «сухую» или «мокрую» гильзу.
Хотелось бы обратить внимание, что гильзовка блока цилиндров — это крайняя мера и производится в тех случаях, когда встает выбор между покупкой нового двигателя или восстановлением старого. Зачастую эта операция дорогостоящая, и не предусмотрена заводом изготовителем двигателей
Перед тем, как решиться на гильзовку, необходимо оценить экономическую целесообразность такого ремонта.
После гильзовки блока рекомендуется производить шлифовку привалочной плоскости головки блока цилиндров, если это позволяют допуски завода производителя мотора. Такая операция необходима для того, чтобы убрать выступание гильзы после подрезки резцом и устранить микронеровности плоскости блока цилиндров, возникшие в процессе эксплуатации мотора.
Как гильзуют блок цилиндров
Гильзование цилиндров является видом ремонта, который подходит для любого мотора. Как уже было сказано выше, блок цилиндров может быть гильзованным изначально, то есть с завода. Обычно такая конструкция предполагает «мокрую» гильзу и замену изношенных втулок на новые. Такой ремонт не является сложным по сравнению с другими видами гильзования, замену можно осуществить вручную, подобрав готовые ремонтные гильзы. Также не обязательно сразу менять втулки во всех цилиндрах, так как вполне можно заменить только один изношенный элемент. Достаточно проанализировать состояние всех гильз в блоке, промерив их нутромером.








В других случаях, когда речь идет о «сухой» гильзе для негильзованного блока, задача усложняется. В чугунные блоки устанавливаются втулки из легированного чугуна, для БЦ из алюминиевых сплавов используют гильзы на основе алюминия. В состав сплавов могут также входить различные дополнительные компоненты или же наноситься на стенки отдельно для того, чтобы создать определенное устойчивое покрытие на стенках цилиндров.
Для запрессовки втулки сначала осуществляется расточка цилиндров, во время которой специалист добивается создания правильной геометрии посадочных гнезд под гильзы. Даже малейшие отклонения от нормы недопустимы, так как, например, эллипс в гнезде после установки проявится и на поверхности самой гильзы. Другими словами, возникнет эллипсность уже загильзованного цилиндра, что не позволит поршню и кольцам нормально работать.
Сам процесс так называемого горячего гильзования блока цилиндров, который предполагает установку «сухой» гильзы, осуществляется следующим образом:
- блок цилиндров нагревается до температуры около 150 градусов по Цельсию;
- гильза перед установкой охлаждается в жидком азоте;
- затем гильзу обрабатывают специальным средством, которое не позволяет образовываться конденсату во время установки холодной втулки в горячий блок;
- далее втулку вставляют в посадочное гнездо;
Такой способ гильзовки блока считается оптимальным по качеству, так как удается достичь плотной посадки и необходимого натяга в том месте, где гильза соприкасается с блоком. Втулка устанавливается легко, то есть заходит в гнездо под собственным весом или монтаж осуществляется легким постукиванием молотка.
Добавим, что в определенных ситуациях, например, когда алюминиевый блок не растачивается перед установкой втулок, гильзы монтируют при помощи запрессовки. Главным отличием при таком монтаже является то, что в посадочное гнездо предварительно наносится герметик, после чего втулка запрессовывается в блок. Так выглядит процедура гильзования цилиндров в общих чертах. Если все операции были выполнены правильно и достигнуты необходимые параметры, качественно загильзованный блок цилиндров позволит эксплуатировать двигатель минимум 100-150 тыс. км. при условии правильного обслуживания и эксплуатации ДВС.
https://youtube.com/watch?v=elDOkGrSIJk
Ремонт блока цилиндров 421.1002014
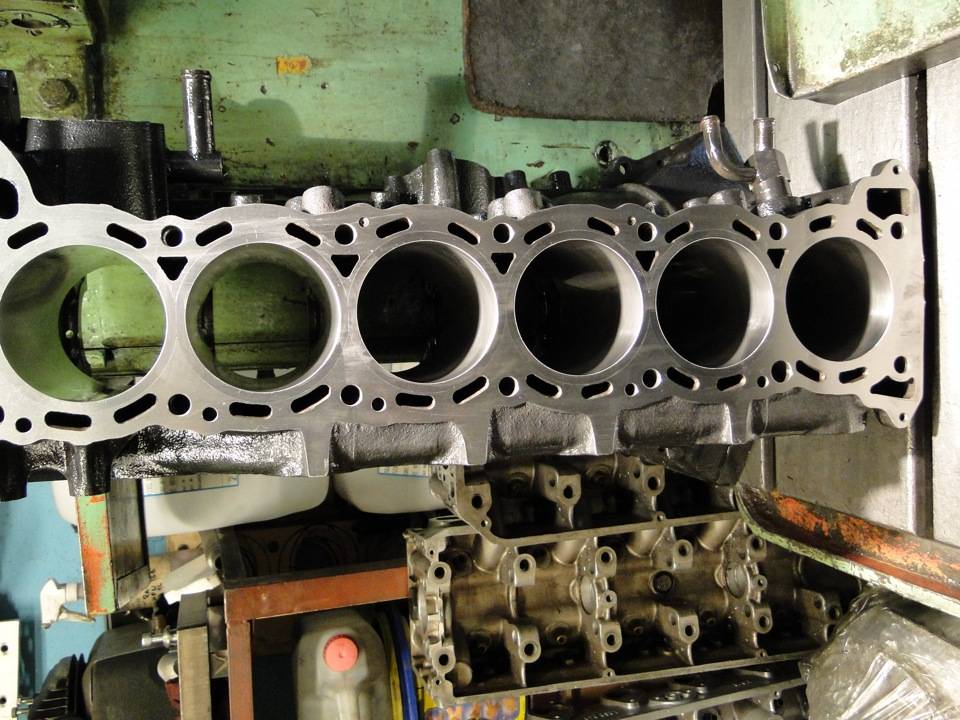
Достаточно часто можно услышать о неремонтопригодности блоков цилиндров с залитыми чугунными гильзами двигателей 421 «Ульяновского моторного завода Группы ГАЗ». Но практика показывает, что ремонт таких блоков не сложнее ремонта блоков двигателей ВАЗа или ЗМЗ-406. По нижеприведенной технологии неоднократно восстанавливались двигатели 421 или его модификации.
Ремонт производился в случае достижения предельных износов гильз или их аварийного выхода из строя, а также ремонтировались негерметичные блоки: течь между алюминием и залитой гильзой; просечки газов из камеры сгорания в рубашку охлаждения. На некоторых блоках заменялись сразу четыре гильзы.
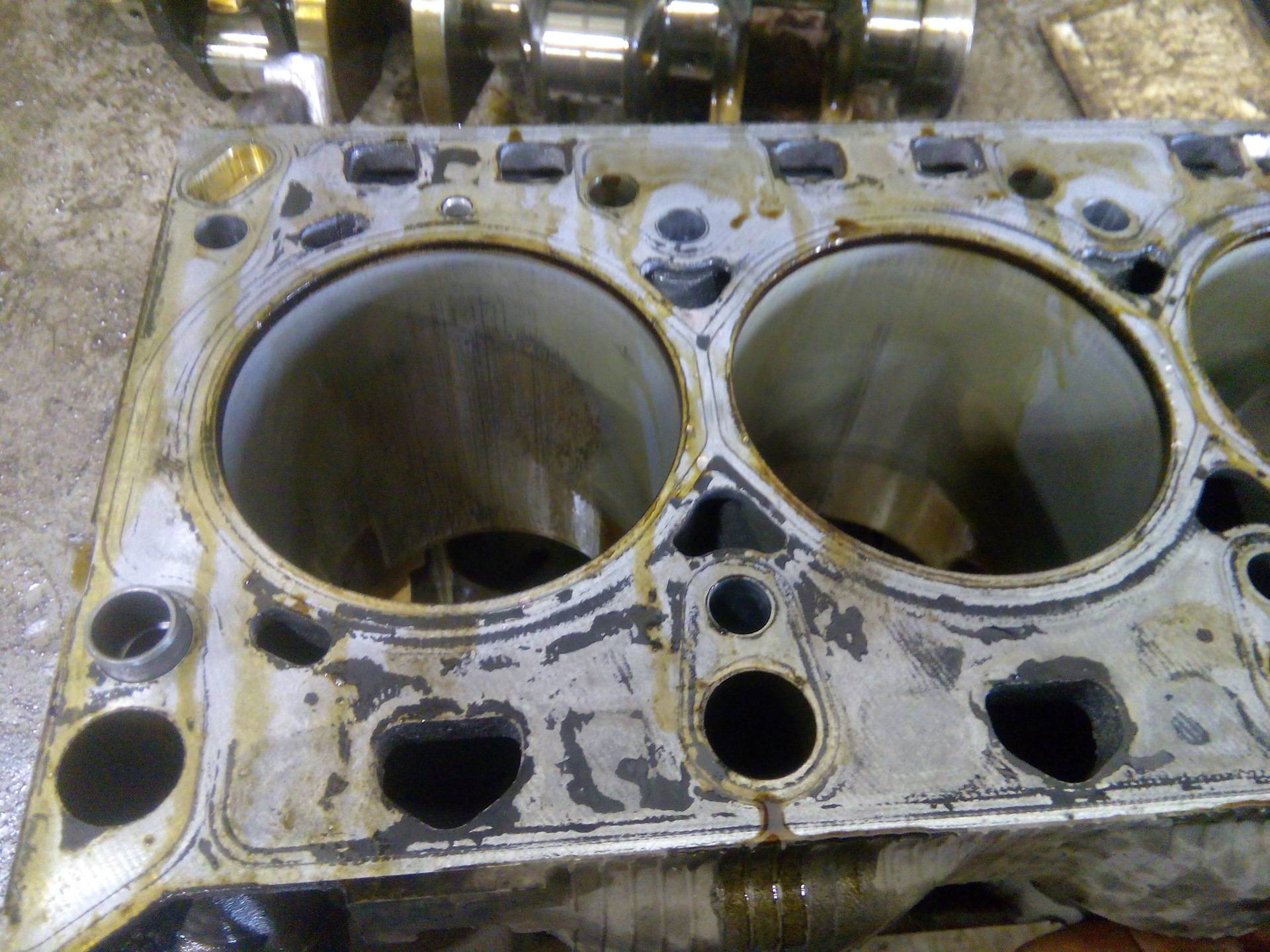
Из блока цилиндров вырезается залитая чугунная гильза. Ее наружный диаметр 106 мм. Черновую расточку лучше производить, ориентируясь на этот размер. После извлечения залитой гильзы в блоке остаются три чугунных пояска, которые достаточно прочно держатся в алюминии. В дальнейшем они ничему не помешают.
Расточка мест под установку гильзы в соответствии с рис. 1. Чистовую обработку поверхности В под запрессовку новой гильзы желательно проводить с минимальным съемом алюминия. Диаметр D получается около 107 мм и зависит от положения гильзы в теле блока. Если она располагалась с наклоном относительно базовых поверхностей блока, то и отверстие получается большего диаметра. Изготавливается гильза цилиндра (см. рис. 2). Наиболее подходящая для этой цели заготовка – отливка гильзы 421.1002018-02 (материал — ИЧГ-33М, твердость – 217…250 НВ), изготовитель — ОАО «Мотордеталь», г. Кострома. Допустимая замена — перлитный серый чугун с твердостью не ниже 190 НВ.
Диаметр D назначается, ориентируясь на окончательный размер чистовой расточки в блоке цилиндров, с учетом необходимой величины натяга. Запрессовка охлажденной в твердой углекислоте или жидком азоте гильзы в нагретом до (150-180)oС блок цилиндров. Если в блоке имеются втулки опор распределительного вала (а они присутствуют, примерно, на трети блоков), то нагревать его выше 150oС не следует. Холодная гильза в горячий блок входит свободно. Операцию запрессовки выполнять следует быстро, иначе гильза может схватиться на полпути. Чтобы она гарантированно села на место, ее необходимо поджать оправкой и удерживать до полной фиксации. Расточка и хонингование гильзы (рис. 1). Для обеспечения допусков по геометрии и расположению, растачивать и хонинговать гильзу следует в блоке цилиндров. Если она посажена в блок с натягом менее 0,05 мм, то существует опасность, что ее провернет при обработке, и тогда начинай с пункта 1. Наиболее сложная операция — хонингование. Выход хона в нижней части гильзы очень мал — не больше 15 мм. Обычным хоном нижнюю часть гильзы трудно вывести в размер с необходимой точностью. Как правило, получается конус. Хон-головку желательно модернизировать так, чтобы бруски имели максимально возможный выход из обрабатываемой гильзы. Если гильза уже обработана в размер 100 мм, то ее лучше запрессовывать с натягом до 0,02 мм. При установке ее меньше покоробит, но и при таком натяге ее окончательная геометрия — дело случая. Обработка верхнего бурта гильзы с выступанием 0,03-0,05 мм над плоскостью блока (см. рис. 1). Пробовали обрабатывать верхнюю плоскость блока «как чисто», но в эксплуатации запрессованные гильзы все же проседают. Поэтому лучше торцевать гильзу в размер попутно с расточкой под хонингование. Проверка блока на герметичность водой под давлением 2-3 кгс/см2. Контроль со стороны опор коленвала. Образование капель не допускается. Не последнюю роль здесь играет величина натяга гильза — блок цилиндров. Большой натяг – не сто процентная, но все же гарантия от появления течи. Преимущество малого натяга только в одном — если потекло, то несложно выпрессовать гильзу из блока и попытаться принять какие-то меры.
Источник
Эволюция гильзовки на этапе производства двигателя

Основной причиной, по которой инженеры-конструкторы пришли к решению гильзовать двигатель, была настоятельная потребность снизить его вес. Это стало возможным в тот момент, когда для производства блока цилиндров стали применять не чугун, а алюминий.Чугун для производства двигателя хорош своей недорогой себестоимостью и высокой прочностью, но его «минусы» слишком существенны:
- он втрое тяжелей, чем алюминий;
- чугун подвержен коррозийным процессам;
- низкая теплопроводность чугуна требует большего количества охлаждающей жидкости для поддержания нормальных условий эксплуатации.
Впервые алюминиевые гильзованные двигатели появились в тридцатых годах прошлого века. Устанавливались такие двигатели в основном на спортивные модели машин. В них в алюминиевый цилиндровый блок вставлялись чугунные гильзы «мокрого» типа.
К пятидесятым годам это конструктивное решение стало широко применяться для многих моделей. Но на тот период оставались нерешёнными такие проблемы, как быстрое прогорание прокладок и пониженная жёсткость блока в сочетании с высокой степенью нагрузки на гильзы, поэтому полностью уйти от применения чугуна конструкторам не удавалось.
В начале семидесятых годов на смену «мокрым» гильзам пришли «сухие». Это произошло благодаря появлению новых технологий запрессовки гильз из чугуна в мягкий алюминий. Но идеального результата всё равно не получилось – различные коэффициенты расширения металлов вследствие нагрева узла до рабочих температур приводили к появлению зазора между цилиндром и гильзой. С другой стороны, вес блока был существенно снижен, и это на фоне повышения жёсткости цилиндра.Далее технология производства снова изменилась — от запрессовки гильз отказались, заменив её обратной операции: отливки блока вокруг самих гильз. Это открыло эпоху «одноразовых» моторов: согласно технической документации, извлечь вмонтированные таким образом гильзы для замены не представляется возможным, то есть, цилиндровый блок таких моделей официально считается непригодным для проведения ремонтных работ.
Применение гильзовки в процессе ремонта двигателя
Гильза цилиндра, как и любая другая деталь, изнашивается и может приходить в негодность. В этом случае проводимый ремонт требует серьёзных навыков и знаний. Ремонт может быть:
- плановый;
- преждевременный.
Необходимость гильзовки может быть вызвана следующими обстоятельствами:
- длительная эксплуатация мотора на некачественном топливе;
- несвоевременное прохождение технического осмотра;
- плохо проведённый ремонт, повлекший за собой выход поршневого пальца.
Все описанные ситуации приводят к тому, что на стенках цилиндров образуются каверны, ссадины и неровности. Когда цилиндр поражён в малой степени, возможна его расточка. В случае, когда каверны слишком глубокие, расточка уже не подойдёт, и нужно применять гильзовку. В этом случае в цилиндры могут быть установлены ремонтные гильзы.
Технологический процесс гильзовки цилиндрового блока в процессе ремонта двигателя зависит от конструктивных особенностей агрегата.
Как правило, для гильзовки чугунного агрегата используются гильзы из чугуна. В случае алюминиевого блока также возможна гильзовка, но здесь применяют либо чугунные гильзы из тонкостенного чугуна либо гильзы из сплава чугуна и ряда особых присадок.
В каких случаях цилиндр гильзуют?
Такой метод восстановления нормальной работоспособности цилиндра двигателя, как гильзовка, имеет определенные показания к применению. Так, если стенки детали обладают настолько глубокими повреждениями, что не представляется возможным осуществить подстройку под последний ремонтный размер и устранить недостаток другими методами, например, расточкой, используется гильзовка. Если ранее блок был расточен до максимального ремонтного размера, другого варианта, кроме гильзовки, не предусматривается. Бывают моторы, которые вообще не предполагают установки ремонтных поршней. В такой ситуации восстановление блока возможно только с применением гильзовки. Некоторые блоки гильзованы с момента своего производства на заводе, соответственно во время капитального ремонта только меняется гильза.
Ремонтопригодность
Ремонт двигателя ВАЗ-21213 затруднений не вызывает. Он может проводиться даже в гаражных условиях. Определенные неудобства вызывает отсутствие гильз в цилиндрах. Для капитального ремонта в полном объеме придется блок цилиндров доставить на предприятие, где будет произведена его расточка, шлифовка и хонингование.
Подбор и приобретение запчастей для ремонта беспроблемные. Единственная рекомендация – не нарвитесь на подделку, если самостоятельно их покупаете. Изобилие контрафакта на рынке вызывает определенные трудности у не опытных автовладельцев.
Для успешной работы мотора после ремонта при восстановлении необходимо использовать только оригинальные узлы и детали.
Перед тем, как делать капитальный ремонт в полном объеме нужно внимательно и скрупулезно просчитать возможные материальные затраты. Может случиться так, что приобретение контрактного двигателя станет более выгодным вариантом.







ВАЗ-21213 вполне надежный и неприхотливый силовой агрегат при должном с ним обращении. Своевременное и качественное обслуживание существенно увеличит срок его бесперебойной работы, повысит эксплуатационный ресурс.
Двигатели VR6
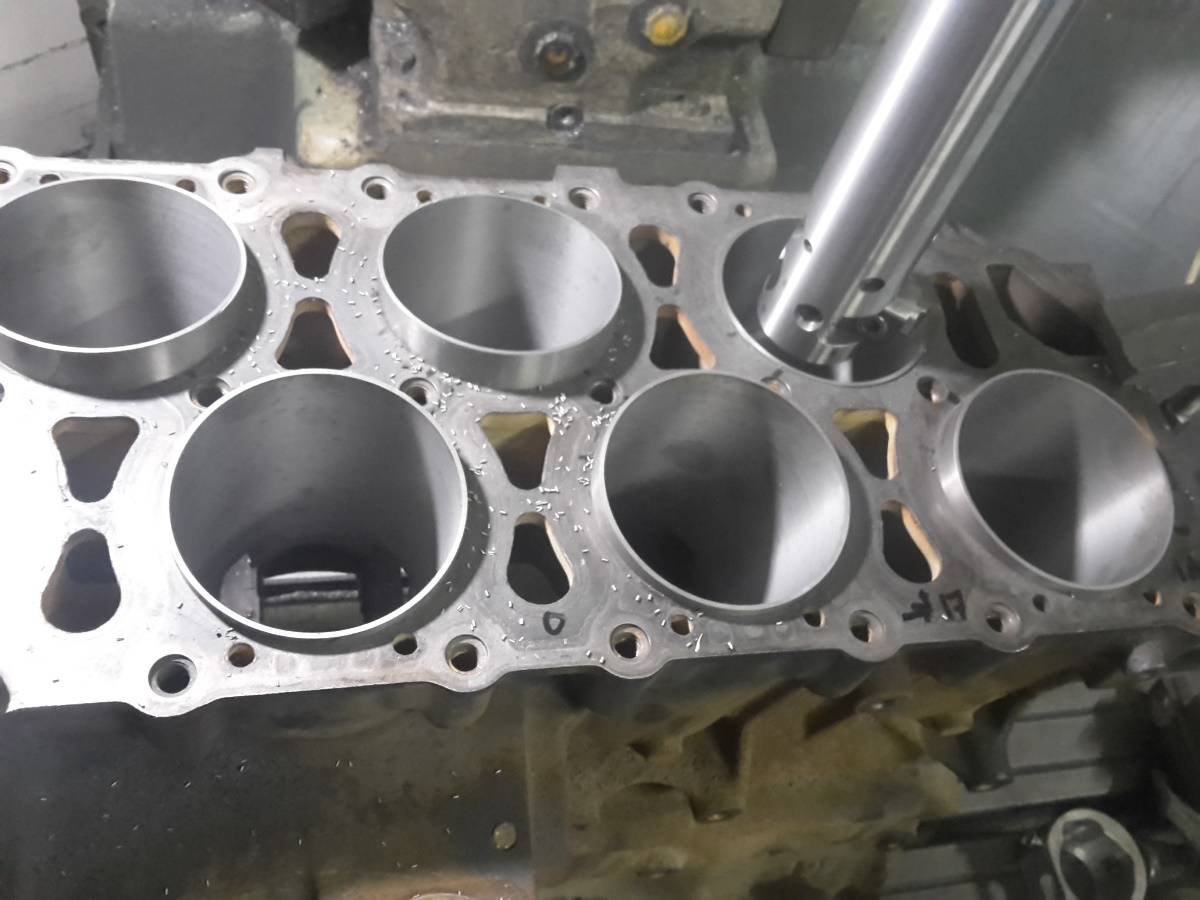
Отдельно имеет смысл рассмотреть работу с блоками цилиндров у двигателей VR6. В отличие от других блоков, здесь цилиндры «выходят» под углом к плоскости сопряжения блока цилиндов с головкой, что затрудняет установку на расточной станок.
Двигатель VR6
Блок сначала устанавливается «начерно», примерно. После этого в расточной станок устанавливается вместо резца головка с часовым индикатором, и проходится по окружности цилиндра в верхней и нижней части. Таким образом можно точно проконтролировать, вертикально ли установлен цилиндр.
Головка с часовым индикатором выглядит так:
Энергосберегающие масла
Еще один отдельный класс моторных масел – энергосберегающие. Их использование подразумевает экономию топлива, что соответствует всем современным экологическим стандартам.
Такого эффекта удается достичь за счет уменьшения потерь на трение внутри самого двигателя. Определить такие масла достаточно просто – они имеют маркировку HT/TS, указывающую на сниженную вязкость.
Обычное моторное масло при температуре в 150 градусов сохраняет первоначальный уровень вязкости и обеспечивает защиту всех работающих деталей от излишнего трения.
Снижение вязкости при условии сохранения всех остальных параметров позволяет двигателю легче преодолевать сопротивление самого себя, что положительно сказывается на расходе топлива.
При этом нужно учитывать, что использовать такие смазки можно только в том случае, если они рекомендованы заводом-изготовителем автомобиля. Это связано с тем, что не каждый двигатель технически рассчитан на их использование. Система смазки должна быть оснащена узкими масляными каналами, для прохождения которых оптимальна сниженная вязкость.
Один из наших партнеров:
Тюнинг выхлопных систем https://тюнинг-выхлопной-системы.москва г. Москва
Гильзовка блока цилиндров технологический процесс гильзования
Данная технологическая операция классифицируется в двух вариациях: при текущем или капитальном ремонте «движка». Если формат текущий, совершаем замену прокладок головки, регулируем тепловой зазор присутствующих клапанов. Здесь демонтаж агрегата не требуется, операцию выполняют в гараже. Сложнее действовать при капитальном ремонте. Реально осуществить снятие компонента, разместить ГБЦ, блок цилиндров. Чтобы совершить расточку, хонингование компонентов, «гильзовку» блока, предстоит воспользоваться специализированным оборудованием.
Гильза является съемной вставкой (металлической) для блока цилиндров. Здесь двигается поршень двигателя, определяется объем цилиндра. Именно ремонт гильзы подразумевает процедуру «гильзования» — технологический процесс весьма сложный. Процедуры выполняют по рекомендациям заводов-изготовителей, оцениваются сроки эксплуатации (пробега) машины. Необходимо учесть марку блока, стандарт двигателя, выяснить изношенность цилиндра.
На современной автомашине гильзы двух типов:
- «мокрые» — взаимодействуют с жидкостью охлаждающей, содержат прокладки уплотнительные, исключающие попадание жидкости;
- «сухие» — вмонтированы на блок цилиндров (такая конструкция).
Существуют требования, предъявляемые к свойствам эксплуатации гильз: это антикоррозийная устойчивость, прочность, износостойкость металла. Именно надежные уплотнения гильз ремонтных во время процедуры должны обеспечивать надежность разных уплотнений на стыковых участках с блоком.
По форме гильзы уточняется эллипсность, конусность изделия (параметр до 0,02 миллиметра). Поверхность детали должна соответствовать классу точности (8-10). Кстати, ремонт гильз не обязательно сопровождается заменой деталей. Предварительно стоит продиагностировать состояние компонентов, используя нутромер. Затем решаемся менять гильзу при необходимости.
Процедура ремонта зависит от типа используемых гильз. Поменять «мокрые» гильзы можно вручную. Для замены «сухих» элементов понадобится оборудование.
Блоки цилиндров из чугуна выполнены, чугунными втулками их гильзуют, оформленными из чугуна легированного. Если блоки алюминиевые, требуются компоненты из алюминиевого сплава, с наличием присадок под покрытие. Сначала совершаем расточку цилиндров. Необходимо выдержать правильную геометрию присутствующих гнезд. Эллипс этого гнезда потом отразится на форме гильзы – также будет функционировать поршень.
Затем выполняют хонинговку гнезд, чтобы поверхность стала точной. Останется совершить гильзование БЦ. Метод обработки «сухих» гильз подразумевает нагревание блока. Потом в гнездо помещают элемент, охлажденный в азоте жидком. Заранее гильзу обрабатываем составом, чтобы не допустить при монтаже водяного конденсата. Данный метод является наиболее удачным, качественным – в соединениях достигается оптимальный натяг.
Чтобы осуществить запрессовку, действуют так:
- сначала нагревается деталь ответная (блок);
- затем втулки охлаждаются;
- в отверстие вводится герметик;
- прессуется в гнездо втулка.
Это процедура гильзования ЦБ. Если четко выполнить работу, соблюдая параметры, отремонтированный «движок» долго прослужит.
Процесс растачивания каналов головки
Для выполнения задачи по расточке каналов потребуется шаровой фрез. Диаметр фрезы должен соответствовать необходимому размеру расточки. Это может быть 29, 31 либо 32 мм. Перед созданием геометрии каналов учтите, что в итоге она должна соответствовать геометрии обработанных коллекторов
Для соблюдения этого условия важно состыковать трубопровод с головкой и в соответствии с полученными следами задать нужную геометрию методом расточки. Чтобы добиться отчетливой метки применяется пластилин либо солидол, этими веществами выполняется обработка торцевой части головки
Процедура расточки каналов выполняется до достижения таких диаметров:
- размер впускного канала головки должен составить 3,1-3,2 см;
- диаметр выпускного канала будет 2,9 см.
Процесс растачивания состоит из следующих шагов:
- Производится доработка головки. Увеличивается размер, а также геометрия, если требуется. Методом замеров выполняется определение необходимого диаметра закруглений.
- Выполняется модернизация клапанных седел. С этих компонентов удаляются острые кромки, поскольку при открытии клапанов из-за них образуется высокое сопротивление.
- Производится совмещение отверстий со стороны впускного коллектора с каналами головки. С помощью фрезы надо расточить отверстие до втулки. Если останутся несостыковки, это станет причиной торможения горючей смеси.
- Выполняется растачивание со стороны камеры сгорания. Надо удостовериться в том, что седла для новых клапанов вмонтированы.
- Производится растачивание геометрии посредством шарошек, для этого применяются элементы разных размеров.
- Завершающим этапом будет шлифование каналов. Процедура выполняется до момента, пока поверхность каналов не будет максимально зеркальной.
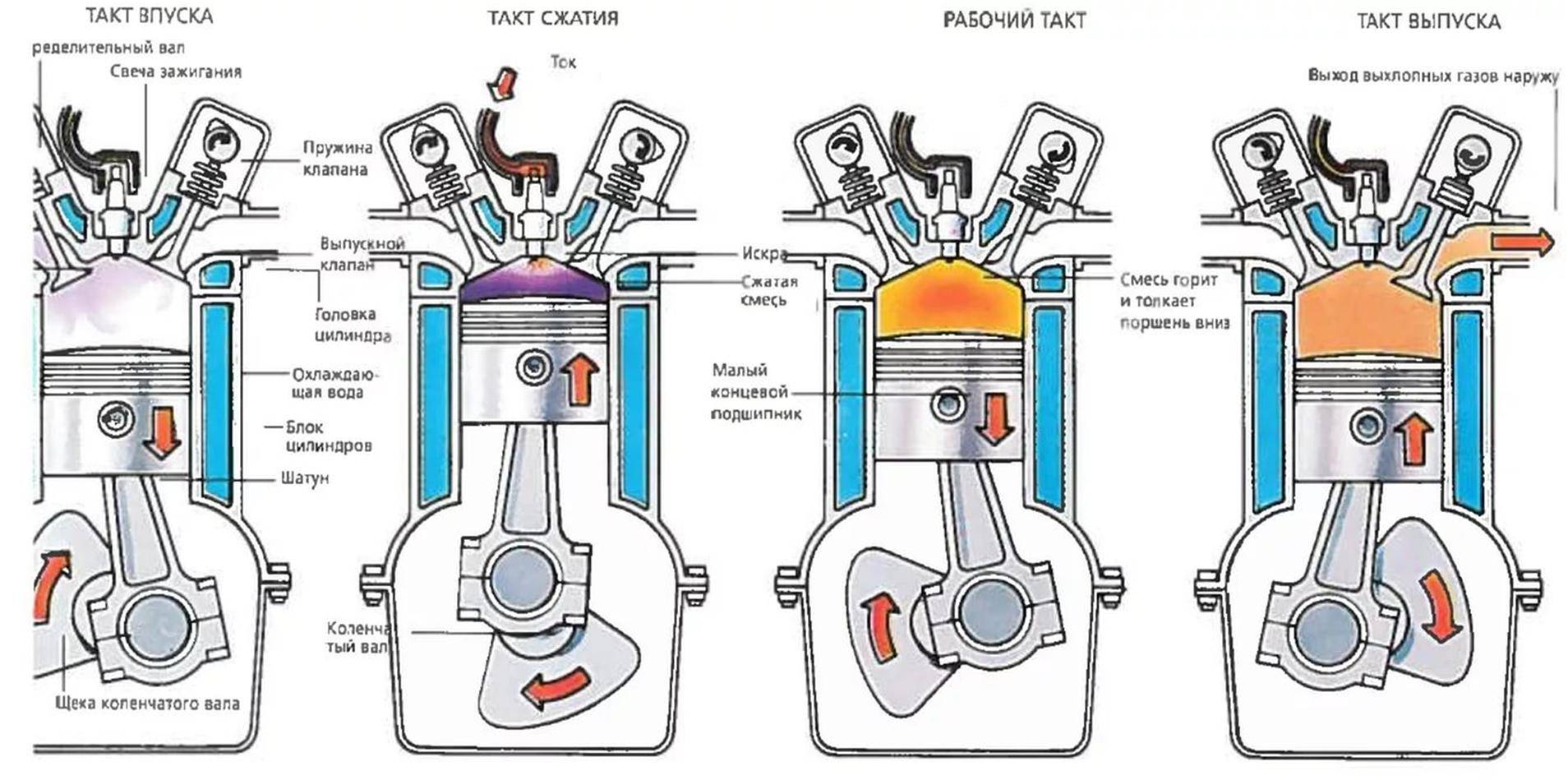
Кривошипно-шатунный механизм
Гильзы цилиндров
Гильза цилиндра является направляющей втулкой движущегося поршня и образует вместе с головкой цилиндра полость, в которой осуществляется рабочий цикл. Это одна из наиболее нагруженных деталей двигателя – гильза цилиндра испытывает и высокие температурные нагрузки, и колоссальное давление со стороны сгорающей смеси топлива и газов, и воздействие изнашивающих сил трения, а также противостоит интенсивным коррозионным воздействиям.







Поршень, перемещаясь внутри гильзы возвратно-поступательно, оказывает на ее рабочую поверхность значительное давление. В верхней части гильзы из-за изменения направления движения поршня происходит разрыв масляной пленки и возникает граничное трение. Кроме того, верхний пояс гильзы в результате воздействия продуктов сгорания высокой температуры подвергается электрохимической коррозии. В результате переменного давления со стороны рабочей полости цилиндра стенки гильзы, особенно при недостаточной толщине, могут совершать колебания в радиальном направлении. Это сопровождается изнашиванием и даже разрушением как самой гильзы, так и стенок блока.
С учетом вышеизложенного к гильзам цилиндров предъявляются следующие требования:
- большая жесткость и высокая прочность стенок и посадочных поясков;
- высокая износостойкость;
- полная герметизация стыков и сопряжений;
- простота конструкции и технологичность.
Для плотного прилегания поршня и поршневых колец к цилиндру и уменьшения сил трения между ними внутреннюю полость цилиндров обрабатывают с большой степенью точности и высоким значением шероховатости, поэтому она называется зеркалом цилиндра.
В качестве материала для изготовления гильзы цилиндра чаще всего используется серый чугун, который хорошо удерживает масляную пленку, отличается высокой износоустойчивостью и коррозийной стойкостью, а также имеет относительно низкую стоимость. Для повышения износостойкости чугуна в его сплав добавляют хром, молибден, фосфор, ванадий, медь.
***
На рисунке 1 представлены гильзы различной конструкции.
Применение гильз упрощает требования к изготовлению самого блока цилиндров. Кроме того, при выходе из строя одного из цилиндров не требуется замена всего блок-картера.
«Сухие» гильзы изготавливаются двух видов: с верхним опорным буртиком (рис. 1, б) и без него. Толщина стенок «сухих» гильз от 2 до 4 мм. «Сухие» гильзы могут также выполняться в виде короткой вставки в верхней части цилиндра, которая подвержена наибольшему изнашиванию и максимально напряжена. Такие вставки изготовляют из кислотоупорного высоколегированного чугуна, обладающего высокой износостойкостью.
При установке «мокрых» гильзы ее бурт (рис. 1, в) выступает над привалочной плоскостью блока на 0,05…0,15 мм. Это позволяет эффективно уплотнять ее, зажимая бурт через прокладку между блоком и головкой блока цилиндров.
Герметизация рубашки охлаждения в кольцевых канавках нижнего направляющего пояса осуществляется специальными уплотняющими кольцами из резины или каучука, либо медными прокладками. Эти же прокладки используются для регулировки положения гильзы по высоте.
Необходимая жесткость гильзы достигается выбором толщины ее стенок (5…8 мм), а также плотной посадкой гильзы в зоне ее центрирующих поясков в верхней и нижней плоскостях.
***
Коренные подшипники