В каких случаях необходима шлифовка ГБЦ?
Ни для кого не секрет, что все без исключения компоненты ГБЦ находятся в тесном взаимодействии относительно друг друга. Соответственно, если из строя выходит один элемент, то это может стать причиной поломки и других компонентов либо же привести к серьезному дефекту узла. Например, если в прокладке ГБЦ появились пробоины, то в результате этого может произойти утечка моторной жидкости. Соответственно, ремонтные работы станут причиной необходимости не только замены самой прокладки, но и поиска причин, в результате которых прокладка была пробита.
В данном случае причина может заключаться даже в небольшом перегреве двигателя или случайном попадании влаги. Тем не менее, вся ГБЦ в данном случае подвергнется диагностике. На практике обычно прокладка пробивается в том случае, когда произошли нарушения в работе блока цилиндров, в частности, сопряжение между ГБЦ и самом блоком. В таких случаях необходима фрезеровка ГБЦ. Можно ли это сделать вручную своими руками и какой понадобится станок, вы узнаете далее.

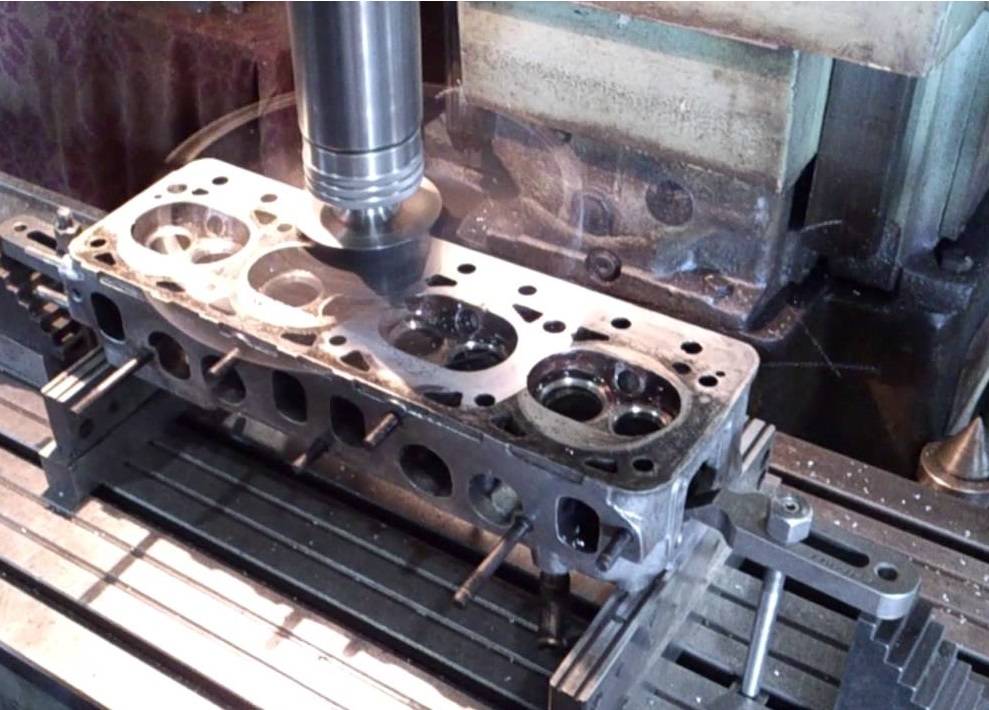
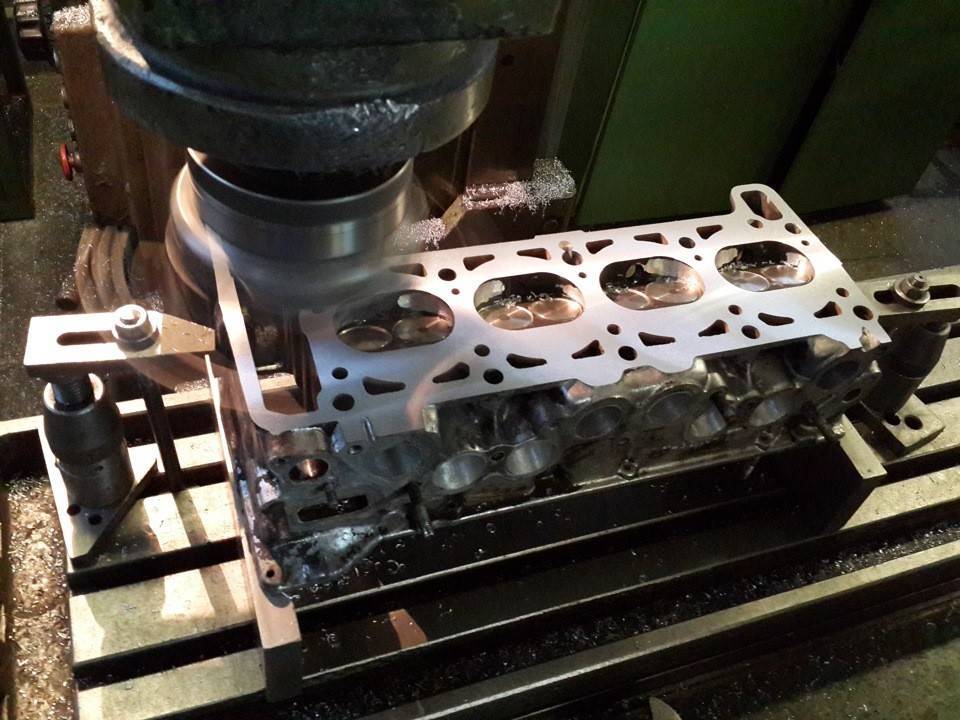
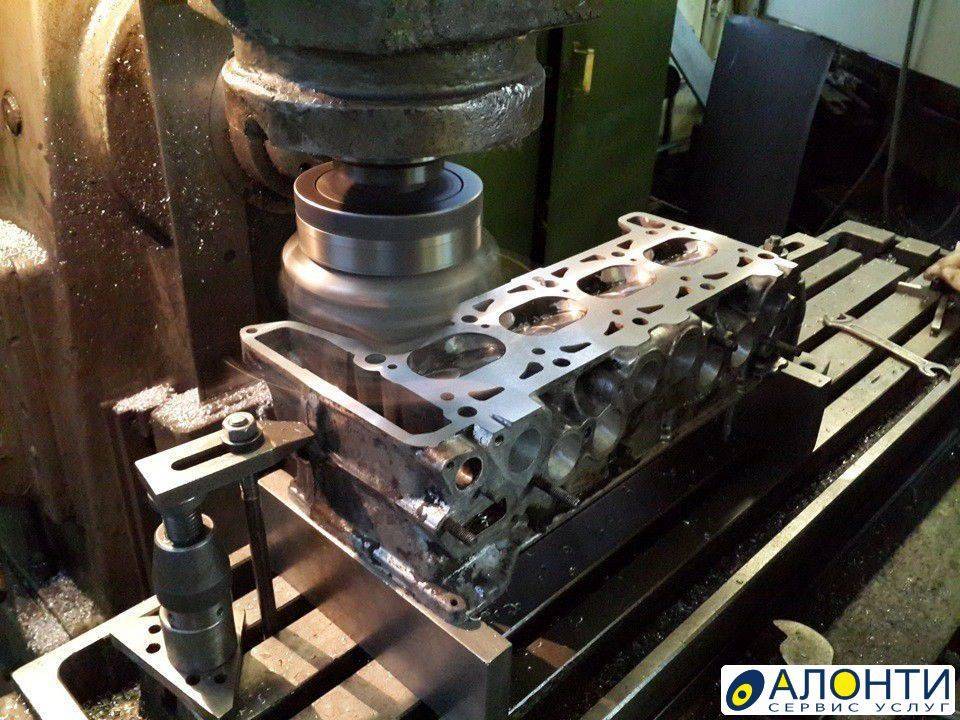
Станок, предназначенный для ремонта и фрезеровки головки блока цилиндров
Но сначала разберемся в истинных причинах, которые требуют такого серьезного вмешательства. В первую очередь, фрезеровка осуществляется в том случае, чтобы довести до необходимых стандартов привалочную плоскость головки, сопрягающейся с плоскостью БЦ.
Следует отметить, что данный процесс необходимо осуществлять в нескольких случаях:
- Если вы решили протюнинговать двигатель. Такой вариант является не особо актуальным среди отечественных водителей, скорее — среди отдельных личностей. В данном случае шлифовка ГБЦ подразумевает уменьшение ее высоты, а это, в свою очередь, необходимо для увеличения степени сжатия. Однако, следует отметить, что это было актуально, когда качественное топливо было трудно достать, соответственно, многие автомобилисты прибегали к такому решению. На сегодняшний же день данный вариант является актуальным исключительно для тех, кто хочет изменить параметры своего мотора.
- Второй случай — это необходимость фрезеровки узла при проведении каких-либо ремонтных работ с головкой блока. Имеются в виду практически все работы, начиная от замены уплотнительной прокладки и заканчивая ремонтом или заменой распределительных валов. Мы не рекомендуем уделять время только тем работам, ради которых был осуществлен демонтаж ГБЦ. Поскольку лучше вручную своими руками сделать все сразу и потратить немного больше времени, чем впоследствии опять решать данную проблему.
Нюансы конструкции
Конструкция включает в себя различные элементы (газораспределительные клапаны, механизм свечей зажигания, форсунки и прочее). В «голову» интегрируются:
- впускные/выпускные клапаны;
- свечи зажигания;
- форсунки;
- свечи накаливания (в случае с дизельными ДВС)
- распредвал и так далее.
Рядные силовые установки оснащены одной общей головкой, тогда как V-образные моторы имеют по «голове» на каждый цилиндрический ряд. Конструкция и предназначение:
- крышка ГБЦ (с наличием маслоналивного отверстия). Служит для защиты цилиндрического блока от нежелательных воздействий (засора) и устанавливается на верх ГБЦ;
- прокладка головки (уплотнитель). Нужна для уплотнения на участках фиксации крышки к цилиндрическому корпусу. Не предназначена для многоразового использования – желательно менять каждый раз, когда разбирается головка блока;
- камеры сгорания топлива;
- отверстия под резьбу на корпусе – нужны для форсунок, свечей накала либо свечей зажигания;
- ниша для распределительного вала, цепного натяжителя (располагается в передней части ГБЦ);
- ниша вверху ГБЦ. Нужна для пружин клапанов, втулок, опорных шайб, корпусов подшипников распределительного вала;
- отверстия в корпусе для интеграции выпускного/впускного коллекторов;
- площадка для ГРМ (газораспределительный механизм).
В каких случаях требуется шлифовать ГБЦ
Целью шлифовки головки является процесс доведения поверхности ГБЦ, которая взаимодействует с плоскостью блока, до нужных критериев привалочной плоскости.
Шлифовка плоскости ГБЦ проводится по двум причинам:
- тюнинг ДВС. Уменьшается высота головки блока с целью повышения степени сжатия. Неактуально для среднестатистического автолюбителя, ибо последнему нет необходимости изменять параметры мотора.
- ремонт головки блока. Фрезеровка нужна обязательно.
Увеличение диаметра седла клапана
Одним из самых действенных видов тюнинга для головки блока, считается увеличение диаметра впускных и выпускных клапанов. Операция очень спецефическая требует подбора новых клапанов, седел клапанов и спецефического оборудования для совершения этой процедуры. Эффект увеличения клапанов можно получить и методом расточки диаметра клапанного седла на некоторую небольшую величину (по обстоятельствам) Рабочее место уплотнения клапанов смещается при этом к краю тарелки клапана. Величина на которую по максимуму можно расточить седла зависит от конкретного двигателя, толщины и диаметра седла. Обычно чем меньше клапаны и чем совершеннее двигатель, тем на меньшую величину можно расточить седла. В любом случае если вы увеличите диаметр седла на 0.75 — 1.2 мм надежность двигателя от этого не пострадает, но пропускная способность увеличится, как от аналогичного увеличения диаметра клапана с седлами.
К стати, если внутренний диаметр седел увеличен, то не обязательно оставлять прежние клапана, можно заменить их на новые, с большим диаметром тарелки.
Прайс-лист
Цены действительны с 1 ноября 2021 года Скачатьпрайс-лист
Работы с ГБЦ (отечественное производство)
| Наименование услуги | Ед. изм. | Легковые, руб. | Грузов. до 70 кг, руб. | Грузов. выше 70 кг, руб. |
| Установка резьбовой втулки | шт. | 280 руб. | 340 руб. | 420 руб. |
| Замена свечного отверстия | шт. | 650 руб. | 950 руб. | 1000 руб. |
| Замена МСК | шт. | 60 руб. | 60 руб. | 60 руб. |
| Замена стаканов форсунок ЯМЗ-238 | шт. | — | 600 руб. | 600 руб. |
| Замена стаканов форсунок ЯМЗ-236 | шт. | — | 600 руб. | 600 руб. |
| Снятие патрубков | шт. | 135 руб. | 175 руб. | 205 руб. |
| Шлифовка фаски клапана с очисткой | шт. | 100 руб. | 120 руб. | 150 руб. |
| Шлифовка торца клапана | шт. | 60 руб. | 100 руб. | 100 руб. |
| Фрезеровка ГБЦ по плоскости с форкамерами | цил. | 700 руб. | — | — |
| Фрезеровка ГБЦ съем более 0.4 мм | цил. | 300 руб. | 780 руб. | 780 руб. |
| Фрезеровка ГБЦ паралл. дизель | цил. | 230 руб. | 600 руб. | 600 руб. |
| Фрезеровка ГБЦ паралл. бензин AL | цил. | 225 руб | 375 руб. | 500 руб. |
| Установка форсунок дизеля | шт. | 100 руб. | 160 руб. | 180 руб. |
| Установка термоиндикатора | шт. | 130 руб. | 130 руб. | 130 руб. |
| Удаление сломанных шпилек | шт. | 500 руб. | 500 руб. | 500 руб. |
| Снятие форсунок дизеля | шт. | 150 руб. | 245 руб. | 275 руб. |
| Ремонт свечного отверстия | шт. | 500 руб. | 800 руб. | 1000 руб. |
| Мойка предварительная 5-6 цил. | шт. | 800 руб. | 900 руб. | 1000 руб. |
| Мойка предварительная 3-4 цил. | шт. | 500/200 руб. | 500/200 руб. | 1000 руб. |
| Рассухаривание клапана | шт. | 40 руб. | 50 руб. | 60 руб. |
| Засухаривание с заменой МСК | шт. | 100 руб. | 150 руб. | 150 руб. |
| Обработка седла профильным резцом на станке AZ VV-80 | шт. | 150 руб. | 200 руб. | 200 руб. |
| Замена седла без обработки | шт. | 400 руб. | 500 руб. | 700 руб. |
| Замена седла с обработкой | шт. | 500 руб. | 1000 руб. | 1000 руб. |
| Замена направляющей втулки с разворачиванием под клапан | шт. | 120 руб. | 200 руб. | 200 руб. |
| Замена заглушек | шт. | 300 руб. | 400 руб. | 500 руб. |
| Дефектовка клапана | шт. | 50 руб. | 70 руб. | 170 руб. |
| Выворачивание шпилек | шт. | 50 руб. | 50 руб. | 50 руб. |
Опрессовка головки блока
| Наименование услуги | Ед. изм. | Цена, руб. |
| А-01 | шт. | 2 500 руб. |
| А-41 | шт. | 2 500 руб. |
| ВАЗ | шт. | 1 200 руб. |
| ВАЗ | шт. | 1 200 руб. |
| Д-160 | шт. | 2 500 руб. |
| Д-65 | шт. | 1 500 руб. |
| ЗиЛ | шт. | 1 500 руб. |
| ЗМЗ-402 | шт. | 1 200 руб. |
| ЗМЗ-405 | шт. | 1 200 руб. |
| ЗМЗ-406 | шт. | 1 200 руб. |
| ЗМЗ-407 | шт. | 1 200 руб. |
| ММЗ-245 | шт. | 1 500 руб. |
| СМД | шт. | 1 500 руб. |
| Тракторные и их аналоги | шт. | 1 500 руб. |
| ЯМЗ-236 | шт. | 2 500 руб. |
| ЯМЗ-238 | шт. | 2 800 руб. |
| ЯМЗ-7511 (общие) | шт. | 2 800 руб. |
| ЯМЗ-7511 (раздельные) | шт. | 1 000 руб. |
| ЯМЗ-840 | шт. | 1 000 руб. |
Работы с ГБЦ (иномарки)
| Наименование услуги | Ед. изм. | Легковые, руб. | Грузов. до 70 кг, руб. | Грузов. выше 70 кг, руб. |
| Установка резьбовой втулки | шт. | 300 руб. | 385 руб. | 440 руб. |
| Замена МСК | шт. | 135 руб. | 135 руб. | 135 руб. |
| Снятие патрубков | шт. | 180 руб. | 230 руб. | 270 руб. |
| Шлифовка фаски клапана с чисткой | шт. | 150 руб. | 150 руб. | 200 руб. |
| Шлифовка торца клапана | шт. | 70 руб. | 80 руб. | 90 руб. |
| Фрезеровка чугун | шт. | 600 руб. | 700 руб. | 880 руб. |
| Фрезеровка AL | шт. | 500 руб. | 680 руб. | 880 руб. |
| Установка термоиндикатора | шт. | 135 руб. | 135 руб. | 135 руб. |
| Удаление сломанных шпилек | шт. | 500 руб. | 600 руб. | 700 руб. |
| Проверка вакуум-тестером сопряжения «седло-клапан» | шт. | 40 руб. | 40 руб. | 40 руб. |
| Ремонт свечного отверстия | шт. | 1000 руб. | 1000 руб. | — |
| Ремонт резьбового отверстия | шт. | 400 руб. | 450 руб. | 500 руб. |
| Разворачивание направляющей втулки | шт. | 100 руб. | 100 руб. | 120 руб. |
| Мойка предварительная 5-6 цил. | шт. | 500 руб. | 600 руб. | 800 руб. |
| Мойка предварительная 3-4 цил. | шт. | 300 руб. | 500 руб. | 500 руб. |
| Рассухаривание клапана | шт. | 80 руб. | 100 руб. | 100 руб. |
| Засухаривание с заменой МСК | шт. | 100 руб. | 140 руб. | 140 руб. |
| Обработка седла профильным резцом на станке AZ VV-80 | шт. | 180 руб. | 200 руб. | 230 руб. |
| Замена седла с обработкой | шт. | 1000 руб. | 1100 руб. | 1300 руб. |
| Замена седла без обработки | шт. | 800 руб. | 1000 руб. | 1000 руб. |
| Замена направляющей втулки | шт. | 200 руб. | 300 руб. | 300 руб. |
| Замена заглушек | шт. | 550 руб. | 750 руб. | 850 руб. |
| Доработка направляющей втулки | шт. | 200 руб. | 150 руб. | 250 руб. |
| Дефектовка клапана | шт. | 70 руб. | 80 руб. | 80 руб. |
| Выворачивание шпилек | шт. | 200 руб. | 250 руб. | 300 руб. |
Опрессовка головок блока цилиндров
| ГБЦ двигателя | Единица измерения | Легковые,руб. | Грузовые,руб. |
| Теплообменник | шт. | 1000 | 2000 |
| ГБЦ 4-6 цил. (рядные) | цил. | — | 1500 |
| ГБЦ (крупногабаритные) | цил. | — | 1500 |
| ГБЦ (чугун) | цил. | 600 | 1000 |
| ГБЦ (алюминий) | цил. | 500 | — |
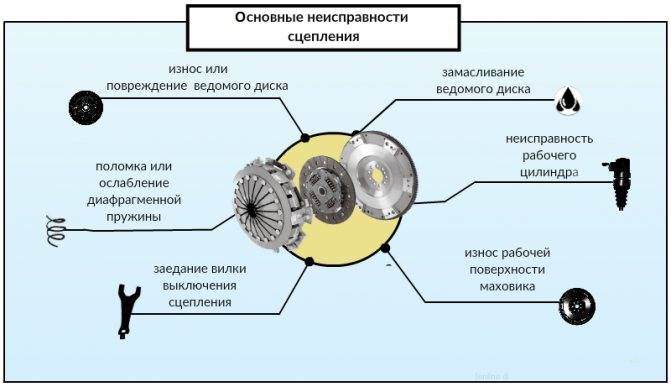
Дефекты прокладки ГБЦ
Ни один производитель не может стопроцентно гарантировать длительный эксплуатационный срок, поскольку на образование дефектов влияет множество факторов – состояние двигателя, модель машины, стиль вождения. Среди основных дефектов стоит выделить пробой и прогар рассматриваемого элемента. Почему прокладка под головку блока цилиндров пробивается, и какие причины могут вызвать прогар?
Пробой прокладки ГБЦ и его причины
Лопнувшую прокладку практически все водители не замечают, пока серьезная поломка не даст о себе знать. Пробою более подвержены детали отечественных авто, поскольку традиционно их качество намного ниже импортных.
О необходимости ремонта может свидетельствовать наличие пара под капотом и шум при работе двигателя, которого ранее не было. Эти признаки пробитой прокладки ГБЦ говорят о наружном пробое.
Внутренний пробой намного опаснее из-за своей незаметности. Обнаружить проблему можно путем измерения компрессии в цилиндрах, а такую диагностику водители часто выполняют, когда троит двигатель.
Также о проблеме свидетельствуют пузырьки воздуха в жидкости радиатора и наличие белого пара в выхлопной трубе. На стыках в моторе может подтекать масло.
Что касается причин, водительская халатность является одной из наиболее распространенных. Рассмотрим их более подробно:
Это интересно: Как прекратить регистрацию автомобиля? Порядок оформления документов в 2022 году
Прогар прокладки ГБЦ и его причины
Что касается прогара, проблемной зоной считается участок между водяной рубашкой и одним из цилиндров. Усугубляясь, прогар распространяется дальше. Среди других возможных вариантов стоит выделить зону между каналом охлаждения и масляным каналом. Если речь идет о новом двигателе, причина прогара единственная, и заключается она в перегреве, даже если он незначительный
Водитель без опыта не обратит внимания на первые симптомы поломки, и только усугубление признаков заставит обратить внимание на проблему
Поскольку автомобиль будет отправлен на СТО не сразу после того, как прогорела прокладка головки блока цилиндров, а после дальнейшей эксплуатации, прогар не связывается с недавним перегревом, и поиски причин продолжаются в неверном направлении. Незначительный перегрев головки может наблюдаться, если охлаждающая жидкость залита в недостаточном объеме.









Циркуляция в системе позволяет жидкости охлаждаться, однако отвода тепла в необходимом объеме не происходит. Температура жидкости отображается приборами авто, и на первый взгляд все нормально, однако не отображается температура деталей. Следовательно, водитель даже не заметит, как из-за перегрева прогорит прокладка.
Остальные причины относятся к упущениям после проведения ремонтных работ:
Признаки дефектов прокладки ГБЦ
Поскольку речь идет о двух основных дефектах прокладки ГБЦ, признаки их проявления также стоит рассматривать отдельно. Если пробита прокладка головки блока цилиндров, признаки будут следующими:
Следующие изменения в работе машины свидетельствуют о прогаре:
Это интересно: Как выбрать пуско-зарядное устройство для автомобиля? 4 популярных модели бустеров, представленных на рынке
Как проверить прокладку на наличие дефектов?
Перед началом проведения ремонтных работ по замене прокладки ГБЦ рекомендуем проверить ее на наличие повреждений, используя следующие методики:
Уаз как шлифовать головку
Всем привет, собственно вопрос такой, Отдал фрезировщику гбц от уазика, хотел сделать под 92 бенз, высота была 98мм надо было 94.5 сделать, а он переборщил и стало 93.3, чем это грозит после установки на двиг и можно ли будет ейздить на 92ом?
Я, вот как то уже давно закинул на форум свой способ перевода на 92 бензин, и не знаю зачем вы башку раньше времени фрезеруете. Осмелюсь напомнить свою «рацуху» — я вместо коротких свечей, закручивал свечи с длинной юбкой, таким образом само тело свечи выставлялось в камеру сгорания, тем самым уменьшая обьем камеры. Только одно дело надо не забыть — это удалить резьбу которая не задействована при закручивании в голову. При эксплуатации может просто насесть нагар и убьёте резьбу в ГБЦ при каком нибудь отворачивании свечи. Я честно скажу ездил года 3 пока не продал УАЗку. По моему варианту 2 соседа по гаражному кооперативу сделали так на волгу и Газель. Я ездил и на газу всё это время ни чего не произошло. А шлифовать можно и потом когда назреет ремонт головы.. Ещё мне показалось, что и двигатель работал ровнее,т.к. поджигание смеси происходило прямо в центре камеры сгорания. А идея эта принадлежала крановщику который в старые добрые на своём Москвиче использовал обратный эффект, заворачивал свечи с короткой юбкой, увеличивал камеру сгорания, что бы ездить на А 76, на кран его списывали много. Вот и вся история.. С уважением Вадим.
Я, вот как то уже давно закинул на форум свой способ перевода на 92 бензин, и не знаю зачем вы башку раньше времени фрезеруете. Осмелюсь напомнить свою «рацуху» — я вместо коротких свечей, закручивал свечи с длинной юбкой, таким образом само тело свечи выставлялось в камеру сгорания, тем самым уменьшая обьем камеры. Только одно дело надо не забыть — это удалить резьбу которая не задействована при закручивании в голову. При эксплуатации может просто насесть нагар и убьёте резьбу в ГБЦ при каком нибудь отворачивании свечи. Я честно скажу ездил года 3 пока не продал УАЗку. По моему варианту 2 соседа по гаражному кооперативу сделали так на волгу и Газель. Я ездил и на газу всё это время ни чего не произошло. А шлифовать можно и потом когда назреет ремонт головы.. Ещё мне показалось, что и двигатель работал ровнее,т.к. поджигание смеси происходило прямо в центре камеры сгорания. А идея эта принадлежала крановщику который в старые добрые на своём Москвиче использовал обратный эффект, заворачивал свечи с короткой юбкой, увеличивал камеру сгорания, что бы ездить на А 76, на кран его списывали много. Вот и вся история.. С уважением Вадим.
можно было и так, на так как двигатель капиталил, решил шлифануть, вот теперь и думаю, что да как, или искать новую голову.
Источник
Как устроена ГБЦ
Это сложная и продуманная часть бензиновых и дизельных двигателей. Головки цилиндров в автомобильных двигателях изготавливаются из легких металлов или алюминиевых сплавов и отлиты. Компоненты гбц отличаются в зависимости от типа топлива, на котором работает двигатель.
Компоненты головок цилиндров, назначение.
- Впускные и выпускные клапаны, используются для ввода воздушно-топливной смеси и вывода выхлопных газов.
- Распредвалы открывают и закрывают клапаны, приводятся в действие цепью ГРМ или ремнем привода, соединенными с коленчатым валом двигателя.
- Инжекторы (бензин), через них бензин впрыскивается непосредственно в ДВС;
- Инжекторы (дизель), используются для впрыска дизельного топлива непосредственно в камеру сгорания или во впускную камеру;
- Свечи зажигания (бензин) или свечи накаливания (дизель), инициируют сгорание в двигателе (бензин) или являются вспомогательным средством для холодного запуска (дизельное топливо).
На фото показана работа 4-тактного бензинового двигателя.
- В 1 положении поршень в нижней мертвой точке; кулачок распредвала открывает впускной клапан, цилиндр принудительно (стартером) заполняется смесью бензина с воздухом.
- Во 2 – поршень достиг верхней точки, при закрытых клапанах происходит сжатие смеси, температура и давление в камере сгорания повышаются.
- В 3 – смесь воспламеняется, образуются газы, которые толкают поршень вниз; рабочий ход, коленчатый вал, соединенный шатунами с поршнем, преобразует поступательное движение во вращение вала.
- В 4 – поршень проходит нижнюю точку и движется вверх по инерции за счет маховика, выпускной клапан открывается, отработанные газы отводятся по каналам в выхлопную трубу.
Температура сжатия достигает 300-400°С, а давление 0.1-0,15 Мпа, а в момент воспламенения – 2500°С и 3-4 МПА. Наличие сложных компонентов в ГБЦ приводит к дорогостоящему ремонту, если вовремя не устранить проблему: стук клапанов, износ кулачков распределительного вала, разрушение прокладки.
Подготовка к процессу
Первый шаг при выполнении работы – оценка состояния ГБЦ. Дефектовку привалочной поверхности проводят, установив блок на идеально ровную поверхность с помощью стальной линейки и набора щупов. Не имеющую дефектов, ровную по толщине линейку прикладывают ребром к нижней плоскости по диагоналям. Если между нею и поверхностью блока виден зазор, в него вставляют щуп.
Допустимыми и не влияющими на работу цилиндров признают зазоры до 0, 05 мм. Если величина зазора больше 0,1 мм, необходима шлифовка. При значительных зазорах блок цилиндров подлежит замене. Плоское шлифование применяют только в том случае, если высота головки после процесса будет не меньше 135,60 мм.
ВАЖНО. При наличии прогара прокладки деформация поверхности будет расположена именно в том месте или рядом с ним
После обнаружения деформации головки проводят осмотр цилиндров БЦ на предмет трещин. Деталь с крупными трещинами шлифовать не стоит, поскольку правильно работать она всё равно не будет.

Если крупные дефекты не обнаружены, блок проверяют на наличие микротрещин. В условиях СТО это делают на специальном оборудовании. В гараже метод проверки – окраска блока с последующей очисткой через 5-6 минут. Краска после стирания с поверхности забивается в трещины, и они отчётливо видны. Но подобным способом можно выявить исключительно внешние микротрещины. Внутренние при этом остаются не замеченными. Перед процессом шлифовки микротрещины необходимо устранить.




Инструменты для притирочных работ
Собрать прибор для проведения притирки клапанов можно своими руками, использовав для этого сверло, дрель, шланг и два хомута. На конец сверла крепится шланг, место соединения перетягивается хомутом, а само сверло вставляется в патрон дрели. К стержню клапана прикрепляется второй конец шланга.

Дрель с хомутами и шлангом — эконом-вариант инструмента для притирки клапанов
Заменить такой инструмент можно специальной присоской, крепящейся к тарелке клапана и вставляющейся в патрон дрели. При выборе такого инструмента проверяется качество материала, из которого он изготовлен, поскольку при некачественном исполнении работа может постоянно прерываться.
Притирку клапанов и сёдел проводят при соблюдении определённых условий:
- Процесс осуществляют в обе стороны.
- Чтобы не допускать перегрев поясков и сёдел, скорость вращения патрона дрели выставляют в пределах 500 оборотов в минуту.
Как производится шлифовка ГБЦ?
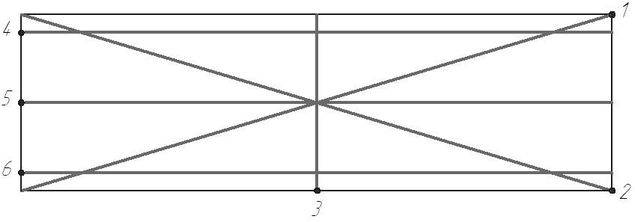 Перед началом шлифования головку дефектуют, измеряют размер деформации, чтобы знать, на какую глубину шлифовать. Деформацию измеряют с помощью лекальной линейки, которую прикладывают к поверхности головки в пяти плоскостях: продольно по центру и вдоль отверстий креплений, а также по диагонали крест на крест.
Перед началом шлифования головку дефектуют, измеряют размер деформации, чтобы знать, на какую глубину шлифовать. Деформацию измеряют с помощью лекальной линейки, которую прикладывают к поверхности головки в пяти плоскостях: продольно по центру и вдоль отверстий креплений, а также по диагонали крест на крест.
При деформации больше допустимого (0,05 мм) головку шлифуют. Бывает, что с головки уже снято больше металла, чем величина деформации, к примеру, головку не первый раз шлифуют и с неё сточили уже всё, что можно. На металлолом, не задумываясь, сейчас проблем с запчастями нет, можно достать всё, что угодно.
 После этого можно приступать к шлифовке, можно даже не рассухаривать, прям в сборе шлифовать, только не получится проверить головку на трещины в таком случае.
После этого можно приступать к шлифовке, можно даже не рассухаривать, прям в сборе шлифовать, только не получится проверить головку на трещины в таком случае.
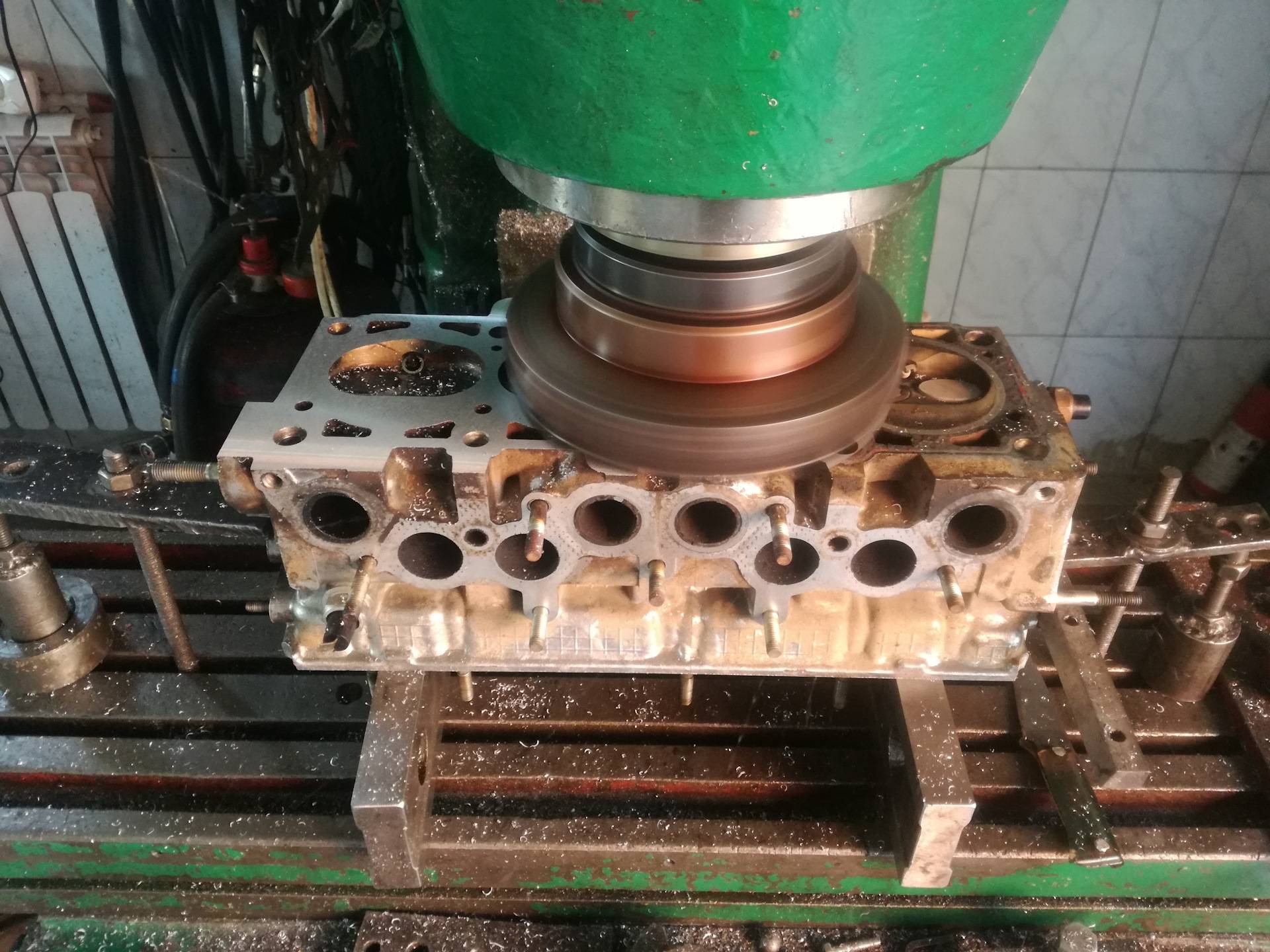
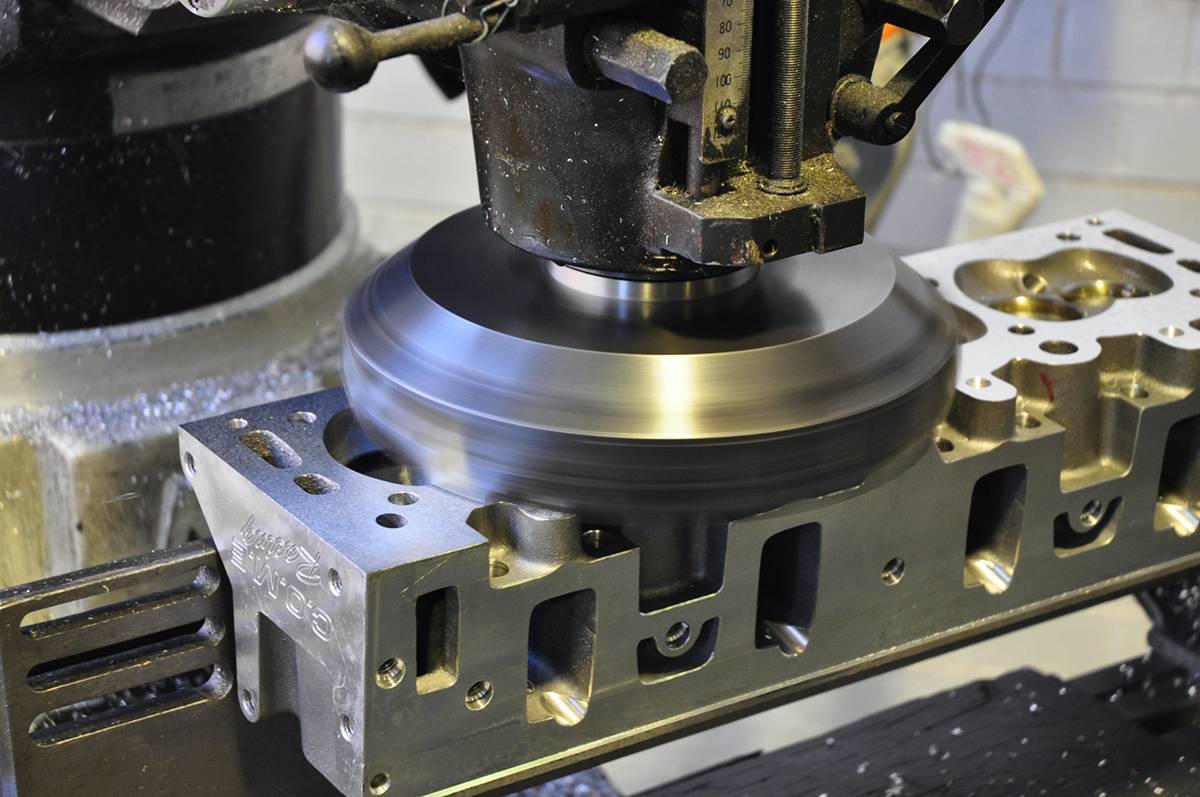
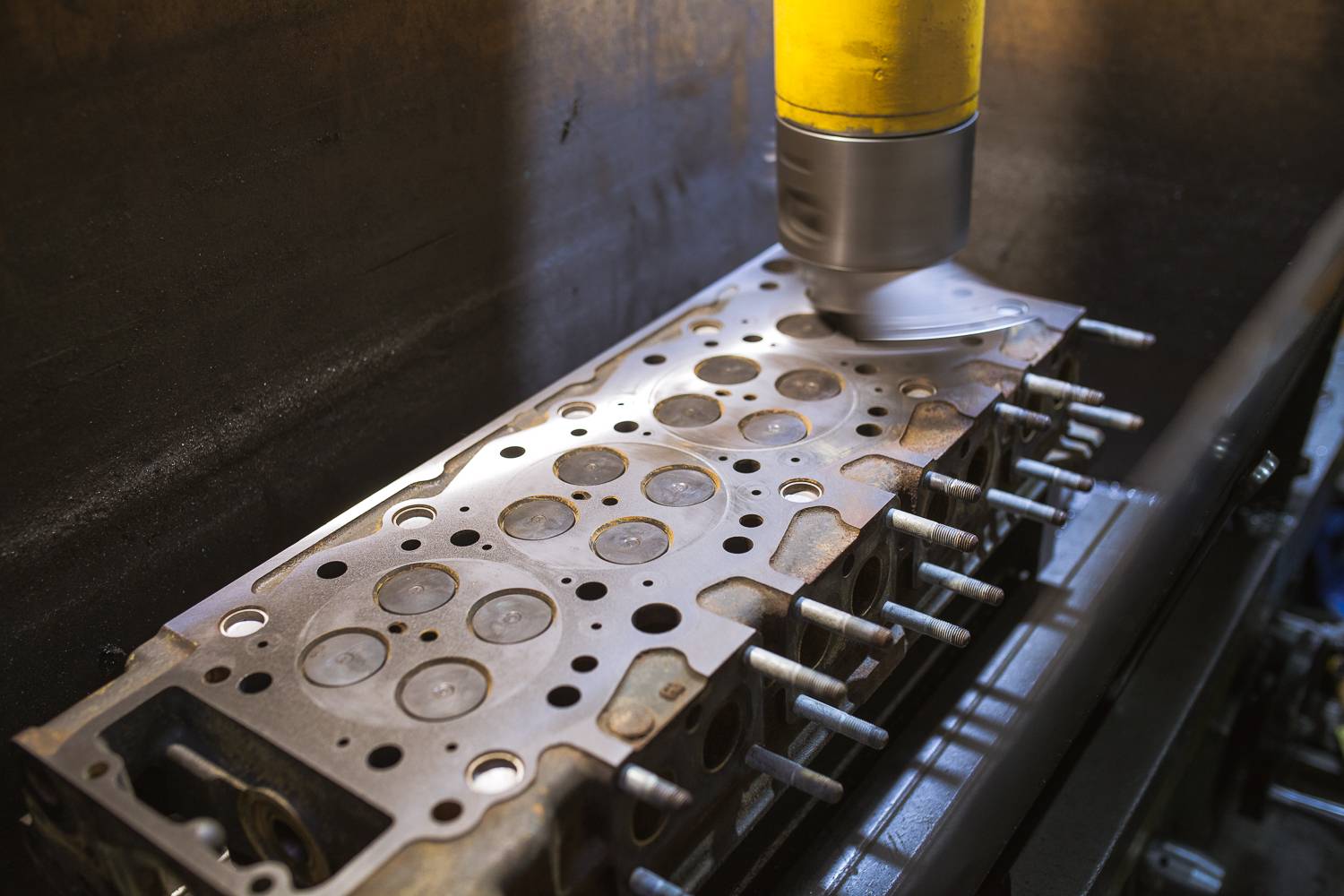
Подготовленная головка устанавливается на стол шлифовального станка и фиксируется. После этого фрезой срезают по 2-5 соток металла с головки, пока за несколько проходов она не станет идеально ровной. После этого снова измеряем и если всё нормально, то можно смыть стружку и ставить головку.
Выберите ближайший Вам автосервис:
Округ: САО Метро: Алтуфьево, Бибирево, Ховрино, Селигерская, Речной вокзал Шоссе: Дмитровское, Алтуфьевское, Ленинградское Адрес: г. Москва, ул. Дубнинская, д. 50 Б, стр. 1 График работы: с 9 до 20 без выходных.
Звоните: +7 (495) 666-56-18
Округ: САО Метро: Алтуфьево, Бибирево, Ховрино, Селигерская, Речной вокзалШоссе: Дмитровское, Алтуфьевское, ЛенинградскоеАдрес: г. Москва, ул. Дубнинская, д. 83 А, стр. 3 График работы: с 9 до 20 без выходных.
Звоните: +7 (499) 444-39-46
Округ: ЮЗАО Метро: Теплый стан, ЯсеневоШоссе: Калужское, Варшавское Адрес: г. Москва, Новоясеневский проспект 3А, стр. 2 График работы: с 9 до 20 без выходных
Звоните: +7 (495) 902-52-54
Подготовка головки блока к шлифовке
Помните о том, что произвести проверку плоскостей и непосредственно плотности ГБЦ вполне можно вручную своими руками, для чего вам потребуется набор щупов, а также обычная канцелярская линейка. Линейку необходимо по очереди подложить по всем диагоналям нижней плоскости, а затем следует подобрать тот щуп, который мог бы войти в интервал между плоскостью ГБЦ и линейкой. Но вам следует учесть, что вручную такой способ такой метод дать не может, тем не менее, вы будете иметь хоть какое-то представление о деформации вашего узла. На практике плоскость ГБЦ больше всего деформируется в районе цилиндров, где на поршнях образовался нагар или пробита прокладка.
Также учтите и тот факт, что процедура шлифовки узла должна осуществляться исключительно после того, как ГБЦ была полностью проверена на наличие микротрещин и прочих дефектов. Перед такой серьезной процедурой, как расточка, никаких дефектов быть не должно. Так что вам придется осуществить проверку и этого нюанса. Для поиска трещин можно воспользоваться специальной жидкостью, которая сразу же их покажет, но перед этим следует наиболее тщательно промыть поверхность узла.
Когда жидкость нанесена, необходимо подождать около пяти минут, прежде чем ее можно будет смыть. В том случае, если поверхность неровная и в ней есть микротрещины, то краска от жидкости забьется именно в них, таким образом сигнализируя о наличии дефектов. Но таим образом можно обнаружить только внешние дефекты, но не трещины внутри блока.
А чтобы выявить их, потребуется эксплуатация специализированного оборудования. Осуществить действительно качественную проверку, насколько максимум герметичны внутренние плоскости узла, возможно с использование устройства. Принцип его действия заключается в том, что он нагревает корпус ГБЦ, а затем все микротрещины будут обнаружены через воздушные пузыри, поскольку сам узел помещается в воду. В том случае, если на этом элементе агрегата все же присутствуют трещины, то их необходимо для начала ликвидировать. И только после этого можно начинать фрезеровку.
Инструкция
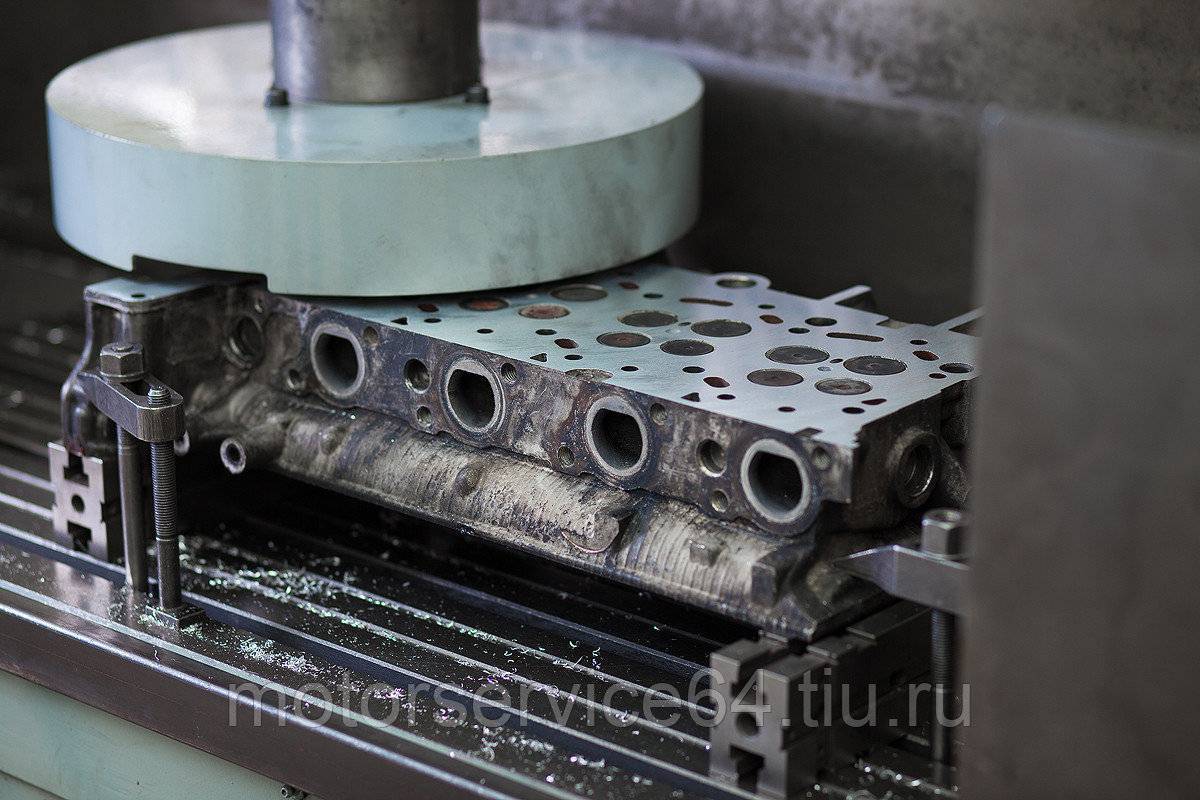
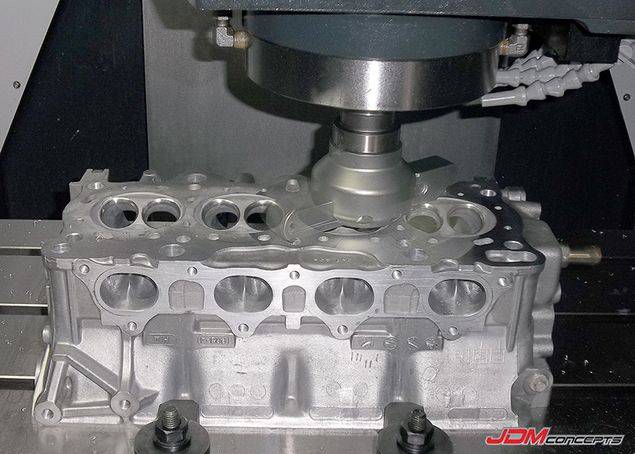
Станок для шлифовки
Своими руками произвести этот процесс навряд ли получится, поскольку, как видно на видео, для этого необходимо фрезерный станок. Тем не менее, мы все-таки ознакомим вас с технологией этого процесса, чтобы вы имели представление о нем.
Когда ГБЦ демонтируется с мотора на станок, в первую очередь вопрос, который возникает, касается толщины фрезеровки. В данном случае вы должны ознакомиться с самой максимальной ремонтной глубиной фрезеровки поверхности, а это прописано в сервисной книжке к вашему авто. Если вы будете соблюдать все нюансы этого вопроса, то проблем с дальнейшим функционированием мотора у вас не возникнет. Кроме того, когда вы узнаете нужную толщину, вам обязательно следует сказать об этом специалисту, который будет производить фрезеровку на станке, чтобы он выбрал прокладку нужно толщины.
Также мы рекомендуем осуществить замену сальников клапанов и протереть сами клапана. Желательно это сделать до начала работы, чтобы не пришлось после этого протирать прогоревшие элементы. Также следует отметить, что это позволит увеличить мощность мотора, а покупать новые элементы вовсе не обязательно, вполне можно использовать и старые. Разумеется, если их состояние не печальное.
Необходимо зачистить и внутреннюю поверхность ГБЦ от остатков прокладки. Это осуществляется с помощью обычного ножика или точильного камня. Учтите, что движения, которые вы осуществляете для удаления остатков прокладки, должны быть выполнены в форме нули или восьмерки. Также они должны быть плавными. Когда все остатки будут удалены, вы сможете увидеть, насколько искривилась головка, поэтому обрабатывать ГБЦ нужно до того момента, как не исправятся все неровные участки. По итогу вы должны получить как можно наиболее ровную и зеркальную плоскость узла, что позволит обеспечить наиболее максимальное уплотнение.
Как вы понимаете, в домашних условиях осуществить этот процесс вряд ли выйдет должным образом, поэтому советуем вам обратиться за помощью к профессионалам.
Седла клапанов
- Проверить износ или повреждение рабочих поверхностей седел клапанов. Незначительный износ устраняется зенкованием под углом 45°. Если такой ремонт уже не возможен, седло клапана нужно заменить.
- Седла клапанов запрессованы в головку цилиндров и их размеры различны для разных типов двигателей. Для снятия старых колец их высверливают и после разрушения вынимают из гнезда в головке цилиндров. Затем проверяют размер отверстия «Д1» и, при необходимости. обрабатывают до следующего ремонтного размера. Седло клапана ремонтного размера должно обеспечивать натяг 0.074…0.1 мм. Посадочные диаметры седел клапанов для различных типов двигателей различны.
Головку цилиндров нагреть в водяной ванне до 90°С, а седло клапана охладить сухим льдом, затем при помощи оправки запрессовать седло клапана в головку цилиндров. При отсутствии необходимых условий нужно обратиться в ремонтную мастерскую.
После обработки измерить ширину рабочей фаски седла клапана. Она должна составить 1.3…2.0 мм для впускного клапана и 1.5…2.0 мм для выпускного. При необходимости, ширина рабочей фаски доводится до вышеуказанных размеров зенкованием сверху зенковкой под углом 15° и снизу зенковкой под углом 60°. Затем необходимо притереть рабочие фаски седла клапана и клапана с использованием притирочной пасты. Пасту нанести на рабочую фаску седла клапана и установить клапан, с помощью присоски вращать клапан в двух направлениях, прижимая к поверхности седла. После притирки очистить детали от грязи и остатков притирочной пасты и проверить рабочие фаски седла клапана и клапана




На обеих деталях должно хорошо просматриваться непрерывное матовое кольцо, соответствующее ширине рабочей фаски седла клапана.
Свинцовым стержнем нанести на рабочую фаску клапана полосу, затем осторожно вставить клапан в направляющую втулку и, прижав к седлу клапана, повернуть клапан на 90°.
Вынуть клапан из направляющей втулки и проверить рабочую фаску седла клапана, если следы от свинцового стержня равномерно располагаются по всей поверхности рабочей фаски, то это значит, что притирка выполнена правильно и головка цилиндров пригодна к дальнейшей эксплуатации. При наличии разрывов притирку повторить или использовать подменную головку цилиндров.
Это интересно: Помпа или водяной насос: как провести замену на Рено Логан
Инструкция
Станок для шлифовки
Своими руками произвести этот процесс навряд ли получится, поскольку, как видно на видео, для этого необходимо фрезерный станок. Тем не менее, мы все-таки ознакомим вас с технологией этого процесса, чтобы вы имели представление о нем.
Когда ГБЦ демонтируется с мотора на станок, в первую очередь вопрос, который возникает, касается толщины фрезеровки. В данном случае вы должны ознакомиться с самой максимальной ремонтной глубиной фрезеровки поверхности, а это прописано в сервисной книжке к вашему авто. Если вы будете соблюдать все нюансы этого вопроса, то проблем с дальнейшим функционированием мотора у вас не возникнет. Кроме того, когда вы узнаете нужную толщину, вам обязательно следует сказать об этом специалисту, который будет производить фрезеровку на станке, чтобы он выбрал прокладку нужно толщины.
Также мы рекомендуем осуществить замену сальников клапанов и протереть сами клапана. Желательно это сделать до начала работы, чтобы не пришлось после этого протирать прогоревшие элементы. Также следует отметить, что это позволит увеличить мощность мотора, а покупать новые элементы вовсе не обязательно, вполне можно использовать и старые. Разумеется, если их состояние не печальное.
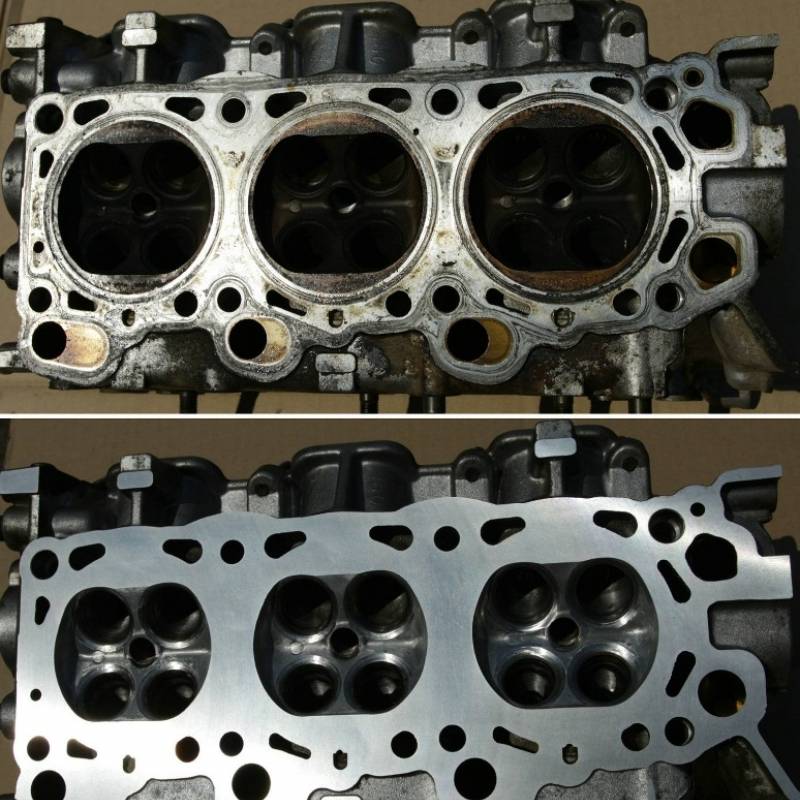
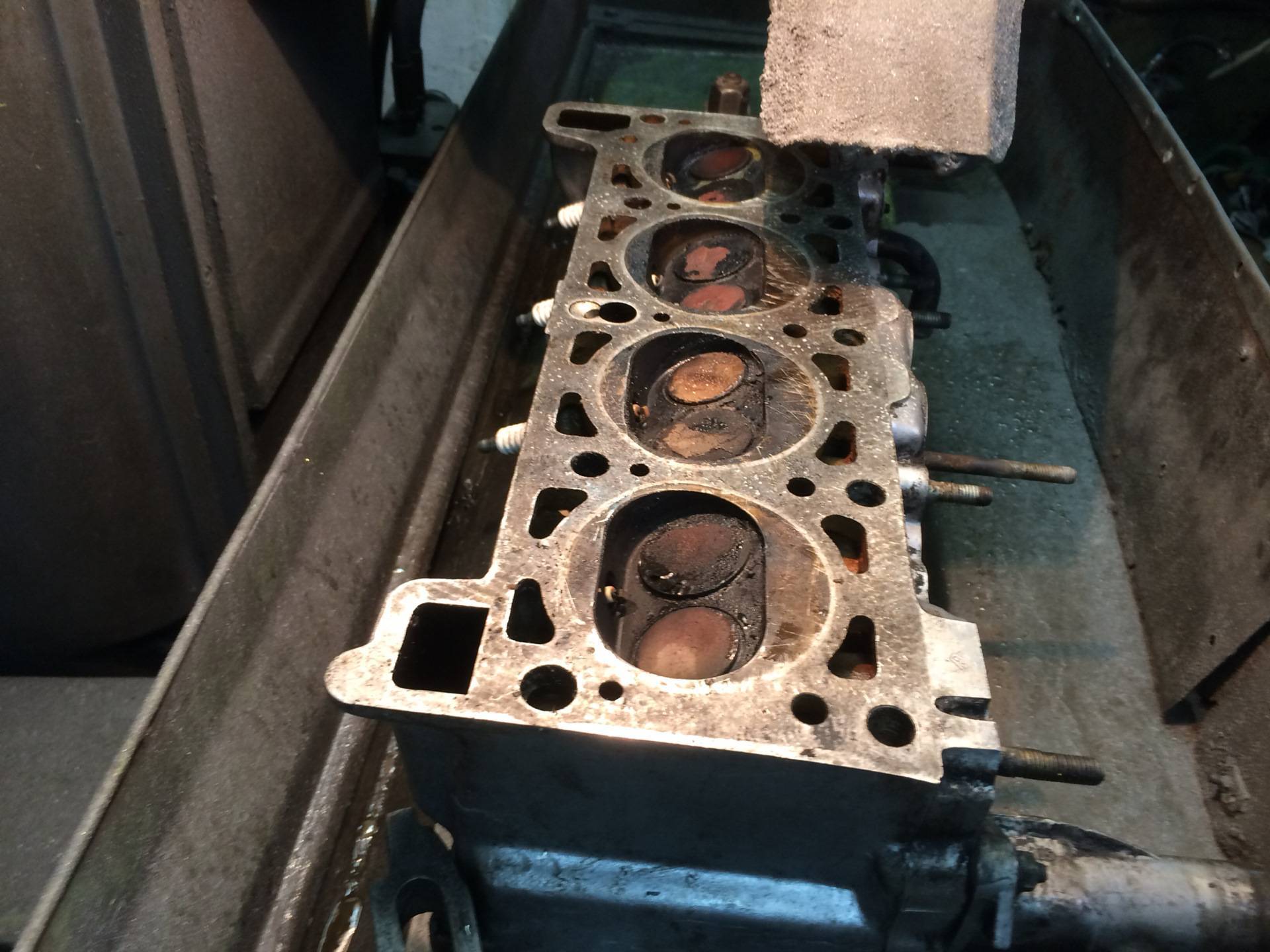
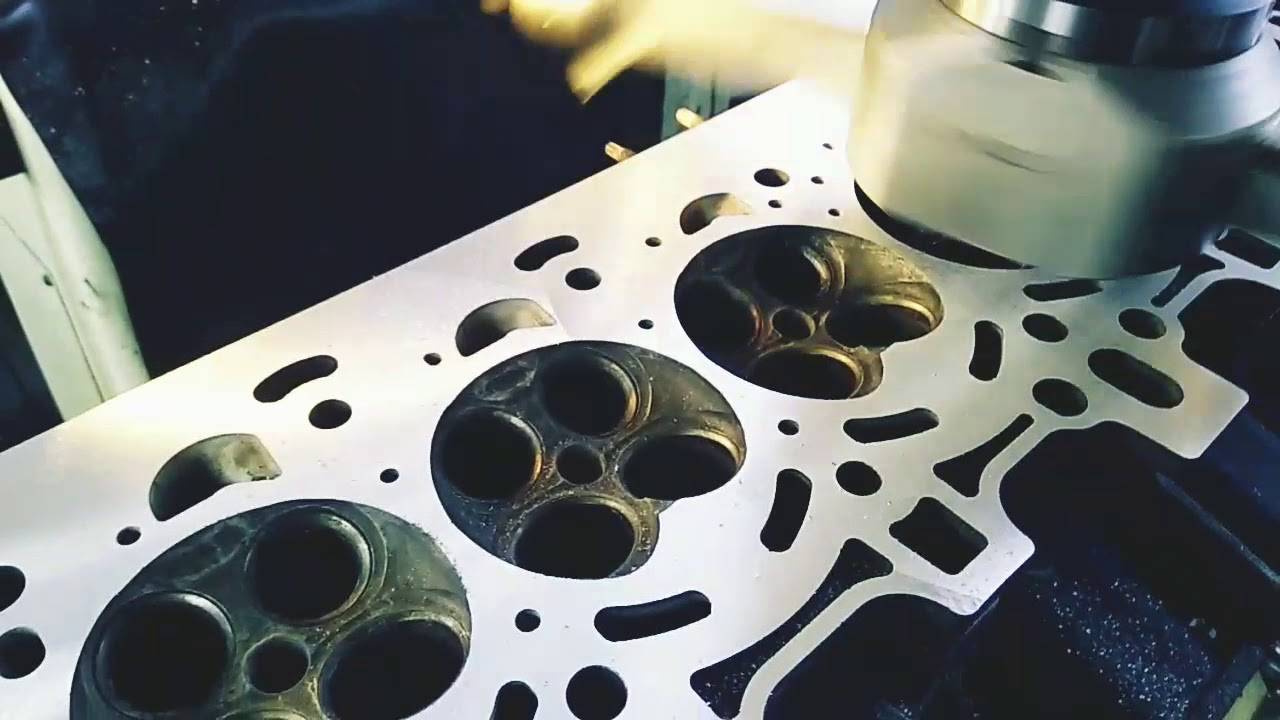
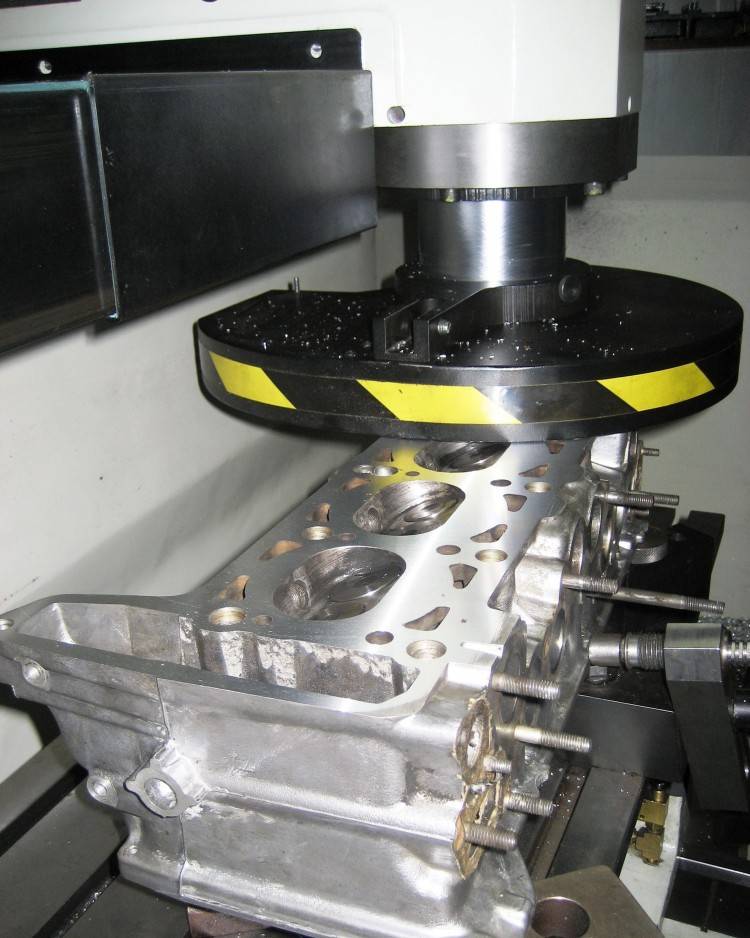
Фото 1. Дефекты на внутренней части ГБЦ до фрезеровки
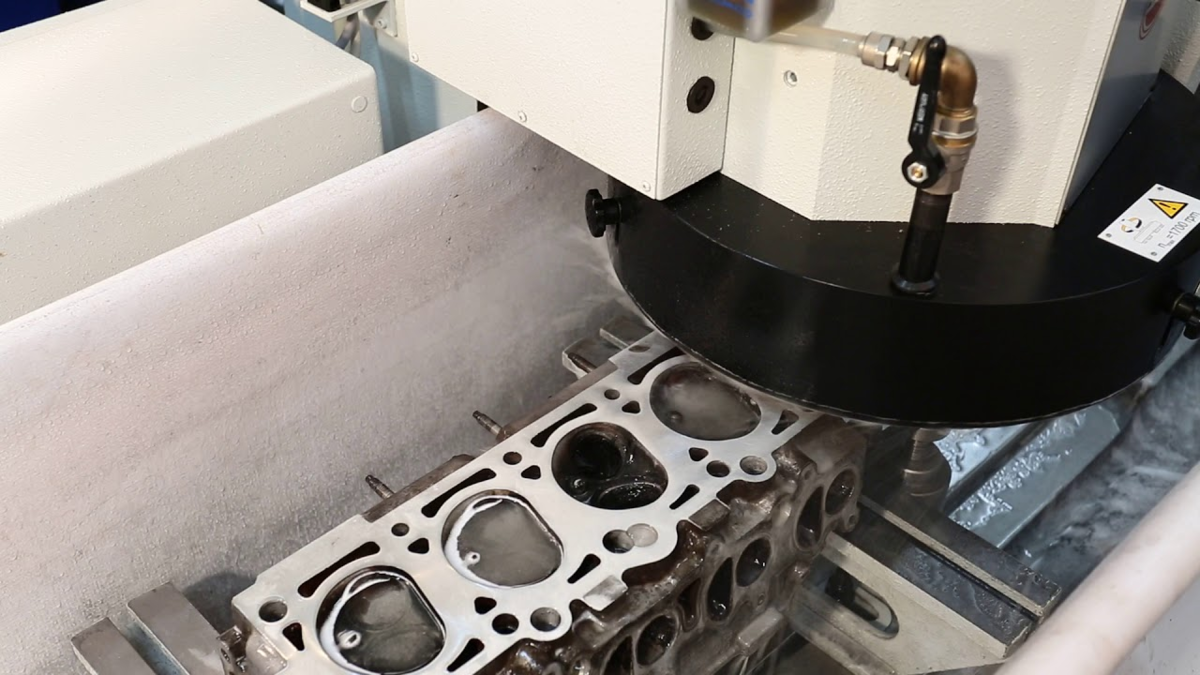
Фото 2. Внутренняя плоскость ГБЦ после шлифовки без дефектов
Необходимо зачистить и внутреннюю поверхность ГБЦ от остатков прокладки. Это осуществляется с помощью обычного ножика или точильного камня. Учтите, что движения, которые вы осуществляете для удаления остатков прокладки, должны быть выполнены в форме нули или восьмерки. Также они должны быть плавными. Когда все остатки будут удалены, вы сможете увидеть, насколько искривилась головка, поэтому обрабатывать ГБЦ нужно до того момента, как не исправятся все неровные участки. По итогу вы должны получить как можно наиболее ровную и зеркальную плоскость узла, что позволит обеспечить наиболее максимальное уплотнение.
Как вы понимаете, в домашних условиях осуществить этот процесс вряд ли выйдет должным образом, поэтому советуем вам обратиться за помощью к профессионалам.