Четыре надежных способа заделки трещины в головке блока двигателя легкового авто
1. Электрическая или газовая сварка. Устранение трещины по такому способу аналогично устранению дефектов на чугунном блоке двигателя ВАЗ. Для начала по краям трещины сверлятся отверстия, далее саму трещину незначительно углубляют и расширяют. Делается это для улучшенного сцепления сварного шва с металлом головки блока. Также предварительно нужно саму головку блока прогреть до температуры (600 – 700С). Далее, используя медно-чугунный присадочный материал и флюс, наносится аккуратный шов на место дефекта. Отметим, что сварочный шов должен подниматься над поверхностью головки где-то на 1 – 1,5 миллиметра. После завершения сварочных работ головка блока должна медленно остыть в термическом шкафу. В некоторых случаях сварку проводят без предварительного подогрева, но тогда лучше пользоваться электросваркой на постоянном токе. Еще один вариант – установка заплатки на место трещины. Для проведения такого ремонта лучше использовать электросварку медными электродами обернутыми жестью. После выполнения таких работ сварочный шов нужно обязательно зачистить и покрыть эпоксидной пастой.

2. Использование эпоксидной смолы. Трещина и поверхность, находящаяся в непосредственной близости от нее, тщательно зачищается, желательно до блеска. Далее, опять-таки, сверлятся отверстия по краям трещины (диаметр 3 – 5мм.). В них нарезается резьба и закручиваются алюминиевые или медные заглушки (заподлицо). После этого саму трещину нужно обработать на глубину ¾ от толщины стенки и под углом 70 – 90 градусов. На поверхность трещины обязательно наносятся насечки, делается это для придания ей определенной шероховатости. После этого остается качественно обезжирить всю поверхность и нанести слой эпоксидной пасты. Саму пасту (смолу) нужно наносить шпателем где-то в три слоя. Толщина каждого наносимого слоя – 2 мм. Затвердевание наносимых слоев происходит в течение суток. Если поверхность головки подвергать интенсивной сушке или подогреву, то смола застынет уже через три – четыре часа. В завершении нанесенный слой эпоксидной смолы нужно отшлифовать болгаркой или обычным напильником.
3. Эпоксидная смола (паста) и стеклоткань. Подготовительные работы данного способа аналогичны предыдущему пункту. Да и принцип нанесения пасты также похож, но в данном случае после нанесения каждого слоя смолы устанавливается заплатка из стеклоткани, которая обязательно прокатывается роликом. Стоит учитывать, что от края заплатки до крайней точки трещины должно быть не менее 20 миллиметров. Всего можно накладывать от двух до восьми таких слоев. Завершающий слой обязательно покрывается смолой и подвергается зачистке болгаркой или стандартным плоским напильником.

4. Использование штифтов. На краях трещины сверлятся отверстия диаметром 4 – 5 миллиметров. Далее на протяжении всей трещины сверлятся еще отверстия, шаг между ними должен быть в пределах 7 – 8 миллиметров. Во всех отверстиях нарезается резьба. Далее в подготовленные отверстия вкручиваются медные стержни, верхушки которых обязательно подрезаются, но не полностью, а так, чтобы сверху остались кончики на высоте 1,5 – 2 мм. Следующий шаг – на протяжении трещины сверлятся новые отверстия так, чтобы они обязательно перекрывали уже имеющиеся отверстия. В итоге у вас должен получиться сплошная полоса из прутков. Последний шаг – расчеканить молотком медные верхушки стержней, таким образом вы образуете сплошной медный шов. Для пущей надежности готовый шов покрывают эпоксидной смолой.
После выполнения всех работ головку обязательно нужно опрессовать. Отметим, что все работы должны выполняться профессионалами или людьми, которые умеют обращаться с материалами и инструментами, а также понимают всю сложность и серьезность выполнения таких ремонтных работ.
Как обнаружить трещины в блоке цилиндров
Далеко не всегда, когда речь идет о трещине в блоке цилиндров, подразумевается серьезный заметный на глаз дефект. Довольно часто это микротрещины, которые можно определить одним из следующих методов:
- Пневматической опрессовки;
- Использования ультразвукового сканирования;
- Применения специализированного магниточувствительного оборудования;
- Гидроконтроля.
Каждый из этих способов позволяет установить, имеются ли микротрещины в блоке цилиндров, и где они конкретно находятся. Чаще всего в сервисных центрах при отсутствии специализированного оборудования для диагностики блока цилиндров используют метод поиска трещины с помощью воды или воздуха.
Суть данного метода проста — внутрь блока цилиндров закачивается вода, и если она просачивается, значит, в этом месте имеется трещина. При использовании воздуха внутрь закачивается воздух, а сама деталь погружается под воду, тем самым по наличию пузырьков на поверхности воды можно будет понять, есть ли трещина.
Обратите внимание: Чтобы точно определить место трещины, можно использовать магниты. Они устанавливаются по краям от предполагаемого раскола блока цилиндров, после чего между ними пространство засыпается проводящими опилками. Если трещина имеется, линии магнитного поля разорвутся, и опилки будут собираться в месте, где находится микротрещина
Если трещина имеется, линии магнитного поля разорвутся, и опилки будут собираться в месте, где находится микротрещина.
Алгоритм действий при проверке двигателя…
1. Посмотрите под капот. Внешний вид мотора должен выдать сам себя. Опрятный внешний вид будет говорить том, что за мотором ухаживали, следили за его технической исправностью. Грязь и масляные подтеки на моторе должны натолкнуть на неутешительные выводы. Вероятность того, что мотор специально подчистили для того, чтобы лучше его преподнести и придать более товарный вид, мала, но все же есть. Чаще всего недобросовестный продавец не будет себя утруждать лишними действиями
Поэтому обращать внимание нужно не только на внешний вид, но и на качество работы движка
2. Оцениваем болты и гайки. Грани и резьба не должны быть сорваны. Именно по этому внешнему фактору можно судить о количестве и качестве ремонта, которому подвергался движок. Причем ремонт двигателя осуществляли, по всей видимости, дилетанты или самоучки. Что они там наремонтировали — остается только догадываться. Гибель такого движка – это вопрос времени.
3. Проверка свечей. Для этого подойдет одна свеча, выкрученная из автомобиля. Наличие черного налета на ней должно натолкнуть на соответствующие выводы. Это значит, что масло попадает в камеры сгорания и колпачки пришли в неисправность. Проверить колпачки можно по цвету дыма из выпускного коллектора. Для это нужно завести и прогреть автомобиль. Если дым исходит черный, то, соответственно, колпачкам давно пора на пенсию.
4. Выхлопные газы. При холодном запуске двигателя есть возможность диагностировать целостность прокладки. Для этого нужно подставить на несколько секунд руку под выхлопную трубу, после чего ладонь понюхать. Если она пахнет тосолом, то это свидетельствует о том, что в камеру сгорания уже попадает антифриз, а значит – прокладка уже далеко не в боевом состоянии, как раньше.
Если из выхлопной трубы идет дым насыщенного белого цвета, это говорит о том, что в камеры сгорания попадает охлаждающая жидкость. Это тоже не очень хорошо. О том, что неисправна поршневая система, говорит дым сизого цвета. «Здоровый» движок будет давать прозрачный дым либо светло-серого цвета. Любые другие цвета радуги будут свидетельствовать только о серьезных проблемах с двигателем, поэтому решение о покупке такого автомобиля остается за вами.
5. Запуск двигателя. Это один из самых верных способов проверки исправности и качества двигателя. Мотор должен запускаться в течении пары секунд. При этом его запуск не должен сопровождаться посторонним шумом, а тем более — механическим звуком.
6. Прогрев двигателя. Еще одним признаком неисправности двигателя может являться то обстоятельство, что он не прогревается до оптимальной для езды температуры. Это уже само по себе не хорошо, но чтобы понять, являются ли причиной неполадки в движке, нужно посмотреть на уровень охлаждающей жидкости. Если он падает и на нем образовываются пузырьки воздуха, то это свидетельствует о неполадке мотора – треснул один из цилиндров. Естественно, движок неисправен, а значит ездить на таком автомобиле – подвергать себя риску.
Пожалуй, это основные способы быстрой проверки двигателя на неисправности и проблемы в его работе. Покупать автомобиль с неисправным двигателем – это решение добровольное. Некоторым это даст возможность сбить цену на автомобиль, а движок отремонтировать собственными силами, на сэкономленные средства.
Так что из недостатков тоже можно сделать преимущество. По крайней мере, теперь вы знаете, как проверить двигатель при покупке. Стоит помнить и о том, что б/у автомобили всегда будут иметь какие-то мелкие (а то и не очень) неисправности. Если вы хотите абсолютно исправный автомобиль, то лучше подкопить денег и купить новенький автомобиль у официального дилера. Он, конечно, тоже может иметь неисправности, но их обязаны устранить по гарантии.
Проверка герметичности систем и двигателя
Первичная проверка системы охлаждения двигателя на герметичность может проводиться при помощи визуального осмотра
Во-первых, нужно обратить внимание на уровень охлаждающей жидкости в расширительном бачке
Эта процедура должна входить в ежедневный осмотр автомобиля каждым водителем перед выездом из гаража или со стоянки. Во-вторых, следует внимательно осматривать двигатель снаружи для выявления потеков жидкости и масла через микроскопические трещины. Ну и соединения всех трубопроводов системы также нужно осматривать регулярно.
Более тщательный способ заключается в следующем. В систему охлаждения наливают максимально возможный объем воды. После этого поршень первого цилиндра нужно установить в верхнюю мертвую точку на такте сжатия. Далее, через отверстие вывернутой форсунки подается сжатый воздух (давление 0.5 МПа) и наблюдают за изменением уровня воды в расширительном бачке радиатора.
Проверка топливной системы на герметичность. Проверка герметичности топливной системы начинается с осмотра всех топливопроводов, мест их соединений, внешнего осмотра топливного бака, карбюратора (если он есть), топливного насоса – одни словом, всех узлов системы. После этого можно приступить к более тщательной проверке. Ее необходимо выполнять после каждого ремонта системы, замены фильтров.
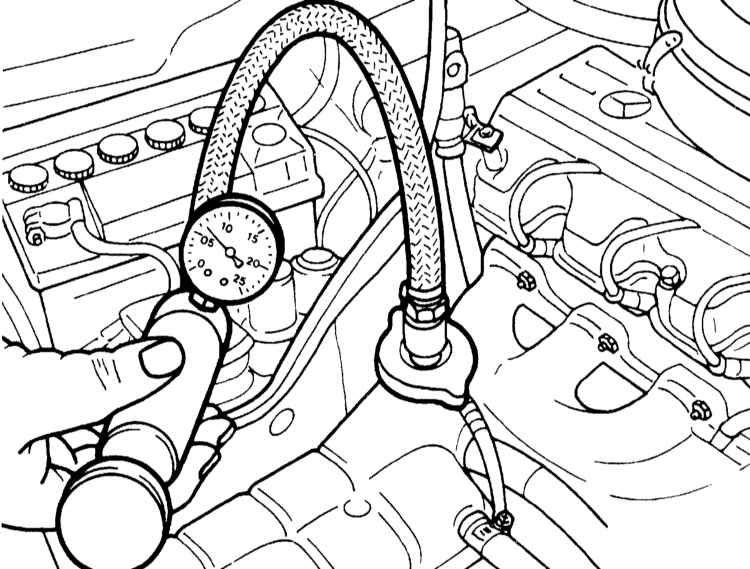
Один из самых эффективных способов проверки заключается в использовании специального топливного манометра. Из-за стоимости прибора он редко используется в гараже, чаще в автосервисах. Чаще всего прибор подсоединяется (при помощи переходников) своим выходом к топливной рампе, а на входе соединяется с топливным шлангом. Далее включается зажигание. При этом на манометре устанавливается определенное давление, которое не должно опускаться.
Следующий этап – замерить давление при работающем двигателе. Оно должно быть постоянным и сохраниться после выключения мотора. Величина рабочего давления для разных двигателей может быть разной. Если давление падает, то нужно искать места утечек. Их поиск, как и проверка герметичности двигателя, может проводиться дымогенератором.
Проверка герметичности блока и головки блока цилиндров
Перед проверкой блок необходимо очистить от грязи, а еще лучше вымыть. Первый и самый простой этап заключается в визуальном осмотре, как и с другими системами, о чем было написано выше. Более тщательно блок и головка блока проверяются по раздельности. То есть, головку требуется снять.







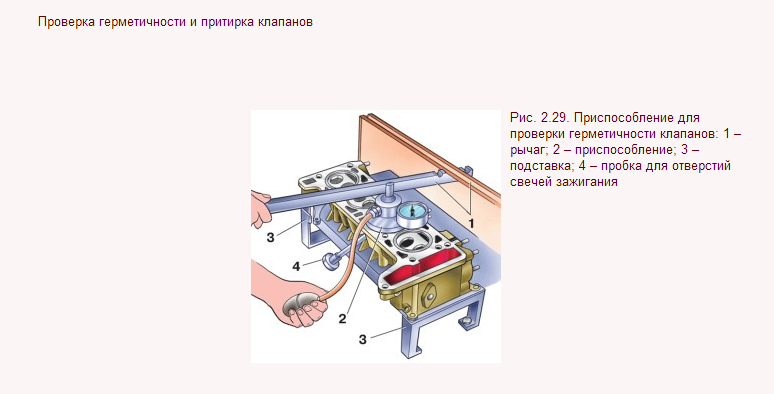
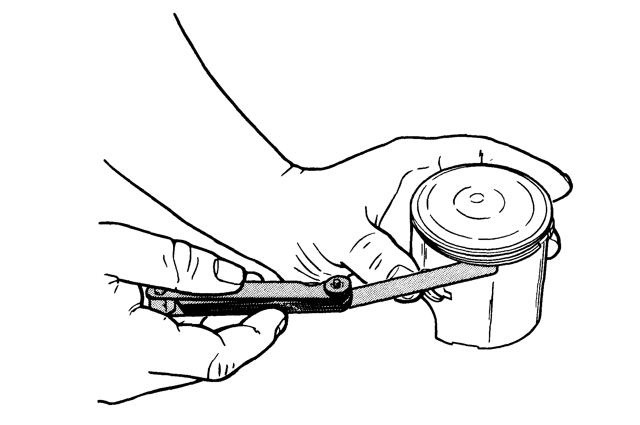
Проверка плотности прилегания клапанов знакома каждому, кто ремонтировал мотор своими руками. Заключается она в том, что ГБЦ переворачивается и устанавливается на ровную поверхность. Далее в камеры сгорания наливается керосин (можно и бензин). Его уровень не должен уменьшаться в течение 2-24 часов. Также можно провести опрессовку блока и ГБЦ.
Герметичность самой головки проверяется так. Головка переворачивается и устанавливается на ровную поверхность. В рубашку охлаждения заливается керосин. Если с герметичностью все в порядке, то никаких протечек быть не должно.
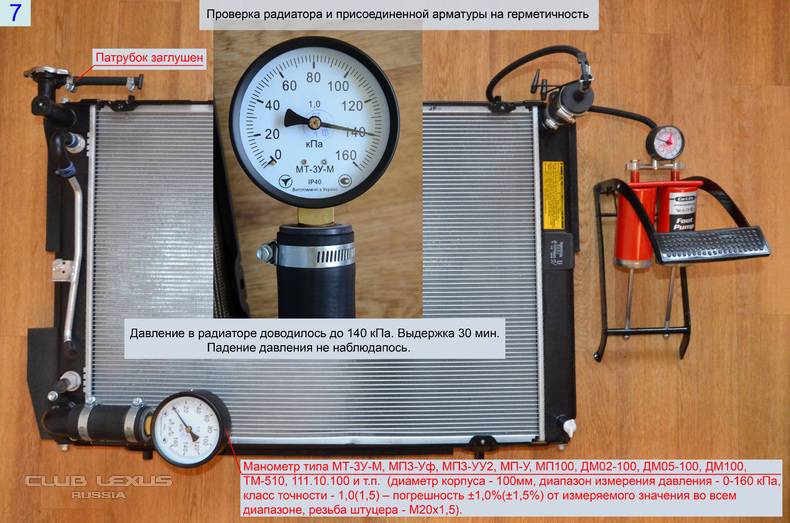
Блок цилиндров на наличие трещин в корпусе проверяется примерно так же. Заглушаются отверстия рубашки охлаждения и она заполняется водой под давление 3 кг на квадратный см. Вода не должна уходить в течение хотя бы нескольких минут. Однако не все трещины могут быть выявлены этим способом. Целостность стенок масляных каналов лучше проверить сжатым воздухом.
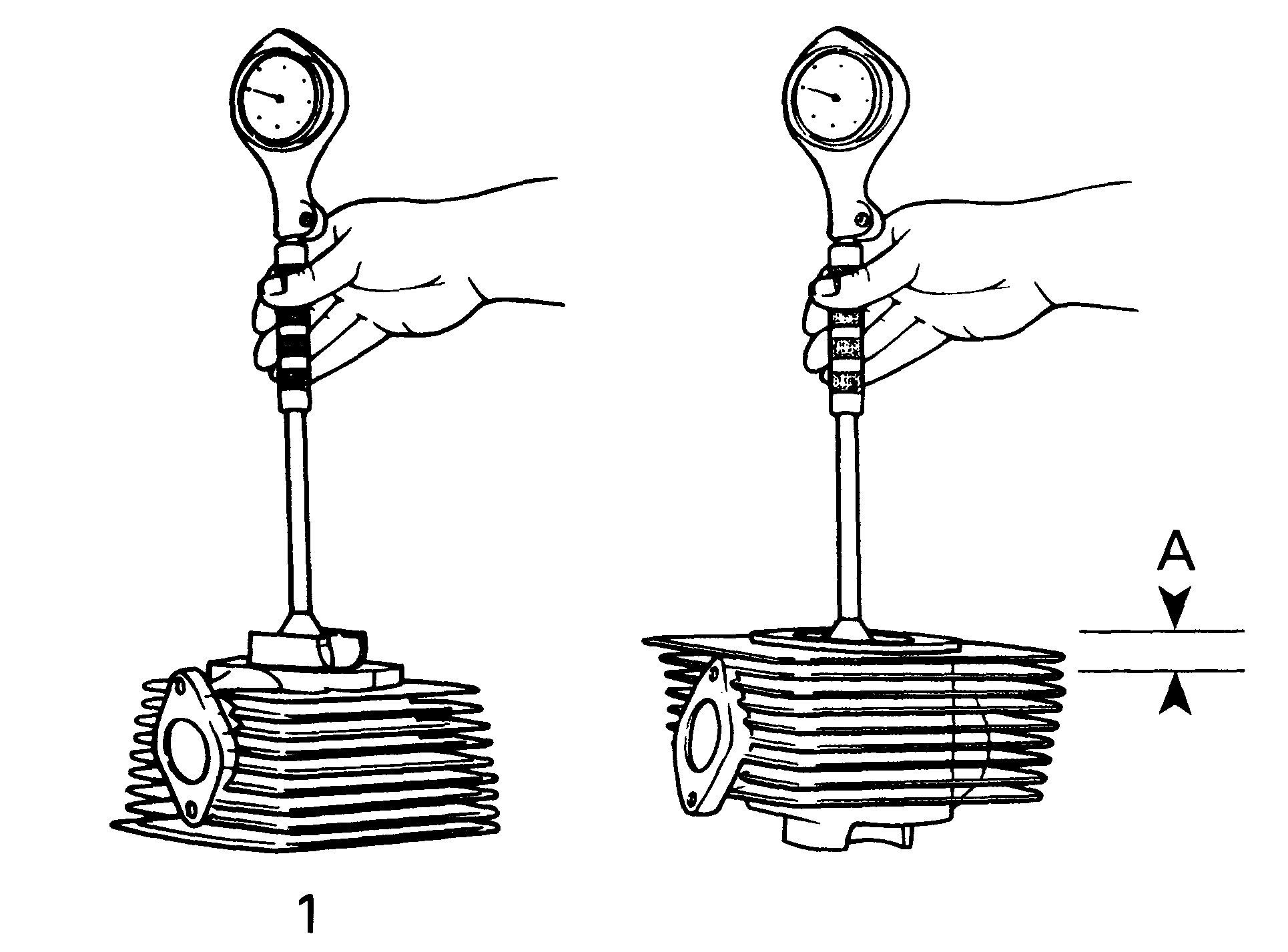
Проверка герметичности блока и головки сжатым воздухом может производиться и без разборки мотора. Для этого прибор, именуемый пневмотестром, подсоединяется поочередно к каждому цилиндру через отверстие для свечи. При этом поршень цилиндра необходимо выставить в верхнюю мертвую точку. Утечка воздуха через клапаны или в картер двигателя будет определяться не только по показаниям манометра, но также по звуку.
Еще в рамках данной статьи добавим, что проверять нужно также герметичность тормозной системы. Первый и самый доступный способ проверки – визуальный осмотр. При малейших неполадках в тормозах (о них упоминалось выше), водитель обязан проверить бачок с тормозной жидкостью, осмотреть колеса со стороны днища машины – нет ли на них потеков тормозной жидкости.
Также герметичность всех мест соединения трубопроводов этой системы можно проверить при помощи мыльного раствора. Устранить неисправности можно самостоятельно либо обратившись в автосервис.
Как проверить герметичность клапанов
Нормальная эксплуатация автомобиля во многом зависит от правильной работы газораспределительной системы. Ключевая роль в этом отводится выпускным и впускным клапанам. Они должны иметь плотное прилегание на головке блока цилиндров к своим седлам. Только в этом случае, в камере сгорания будет создаваться необходимое давление.
- Перед тем как проверить герметичность клапанов с их седлами, необходимо снять головку блока цилиндров (ГБЦ). Очистите ее и корпус подшипников от грязи и нагара, удалите со стенок камер сгорания отложения металлической щеткой, отмойте на ней масляные отложения.
- Внимательно осмотрите корпус подшипников и головку блока цилиндров. Они не должны иметь трещин и быть целыми. Следует осмотреть рабочие поверхности корпуса подшипников, опор распределительного вала и стенки у посадочных отверстий гидротолкателей. На них не должно быть следов наволакивания металла и задиров. Направляющие клапанов и седла должны плотно сидеть в головке блока цилиндров. Не допускается их смещения во время работы газораспределительного механизма. У клапанов и седел не должно быть трещин и следов прогорания.
- Плоскостность ГБЦ проверить специальным шаблоном. При его отсутствии это можно сделать при помощи слесарной широкой линейки. Она прикладывается по диагонали ребром к привалочной нижней плоскости головки блока. Необходимо убедиться, что зазора между ребром линейки и плоскостью не существует. Он может быть как в средней части плоскости, так и по ее краям. По обеим диагоналям зазор замеряется плоскими щупами. 0,1 мм – это максимально допустимое значение для зазора. При больших значениях зазора привалочная плоскость фрезеруется или заменяется.
- Проверяется герметичность головки блока цилиндров. Для этого заглушается окно подачи охлаждающей жидкости на термостат, расположенное на ее торцевой поверхности. После этого следует перевернуть головку для заполнения керосином ее внутренней рубашки охлаждения.
- Следует убедиться в том, что нет утечек керосина из головки блока цилиндров. Если вы ее обнаружили, тогда головка блока, либо ремонтируется при помощи холодной сварки, либо заменяется на новую.
- Как проверить герметичность клапанов ГБЦ? Для этого головку блока нужно положить на горизонтальную поверхность, чтобы привалочная плоскость оказалась вверху. Далее камеры сгорания ГБЦ заполняются керосином. После чего необходимо выждать 10 минут. Если уровень жидкости снизился, то это означает, что один или оба клапана негерметичны.
- Негерметичность клапанов устраняется при помощи их притирки к седлу. Но это в том случае, если на тарелке клапана и на самом клапане нет механических повреждений и трещин. Для проведения этой работы с клапана снимается маслосъемный колпачок. Из направляющей втулки вытаскивается клапан. На рабочую поверхность клапана наносится притирочная паста. Чаще всего применяют «Алмазную». Клапан устанавливается в головке блока, а на его стержне закрепляется притирочное приспособление.
- Клапан прижимается к седлу и поворачивается из стороны в сторону. После 12-15 поворотов его поворачивают на 90 градусов и процесс продолжается. Притирка проводится до тех пор, пока на тарелке клапана и седле не образуется равномерная поверхность, а на рабочей поверхности должен получиться ровный слой пасты, имеющий характерный цвет. Остатки притирочной пасты необходимо будет удалять с обоих элементов. Клапан устанавливается на место в обратном порядке, а маслосъемные колпачки заменяются.
Имейте в виду, что притирка необходима больше для контроля качества самого сопряжения, чем для обработки. Если вытереть насухо притертые поверхности, а после этого провернуть клапан несколько раз в обе стороны и одновременно прижимать его к седлу, тогда на фасках деталей должна появиться блестящая линия. Если она получилась замкнутой, то есть проходит по всей окружности – это будет означать, что прилегание у деталей хорошее, и вы все сделали правильно.
Transit. Двигатель. Клуб любителей микроавтобусов и минивэнов
- Темы без ответов
- Активные темы
- ПоискМобильная версия
Опрессовка ГБЦ в домашних условиях
Можно проводить опрессовку головки блока цилиндров и в домашних условиях. Для этого потребуется ванна и оснастка для герметизации выходных отверстий. Нужно вырезать пластину из плексигласа и отверстия под шпильки и цилиндры. Разметить их расположение можно по прокладке. Потом нужно закрыть выходные отверстия ГБЦ резиновыми прокладками и прикрутить пластину и штуцер для подачи воздуха под давлением. Когда все отверстия будут надёжно загерметизированы, можно приступать к нагреву головки в ванне и подаче воздуха через снабжённую штуцером заглушку.
Можно опрессовать ГБЦ своими руками и без ванны, но точность такого способа невелика. Для этого нужно в загерметизированную головку подавать горячую воду под давлением вместо воздуха. Дефекты определяют по течи или появлению воды на поверхности.
Это интересно: Электродомкрат автомобильный: описание, особенности и 3 преимущества

Ещё один способ опрессовать головку блока цилиндров предусматривает ввод керосина вместо воды. Для этого головку нужно перевернуть вверх камерами, ввернуть свечи и залить в неё керосин. Керосин обладает большой текучестью и может проникать в самые мелкие трещины. Наличие дефектов определяют по потёкам на поверхности и уменьшению уровня керосина в камере.
Процесс опрессовки ГБЦ и блока цилиндров

Установка для опрессовки головок и блоков цилиндров — профильное оборудование, используемое для проверки головки блока на наличие микротрещин. Устройство востребовано на ремонтных станциях и СТО, задействуется при контрольных испытаниях на производстве.
Трещины в ГБЦ — распространенное явление. Они появляются вследствие износа силового агрегата, чрезмерных эксплуатационных нагрузок, отсутствия должного технического обслуживания. Своевременная опрессовка позволит выявить дефекты на ранних стадиях, и принять меры по их устранению. Проведение процедуры рекомендовано в пяти случаях:
- Приобретается бывшая в использовании головка.
- Бензиновый или дизельный двигатель был перегрет.
- Проводятся мероприятия по ремонту силового агрегата.
- Имеются подозрения на нарушение целостности внутренних каналов ГБЦ.
- Проведение работ по устранению трещин.
Использование двигателя с поврежденной ГБЦ приводит к его преждевременному износу. Микротрещины пропускают газы в охлаждающий контур, что провоцирует образование пробок и перегрев мотора.
Компания «Моторные технологии» производит и реализует испытательные стенды для проверки герметичности ГБЦ. Оборудование различается грузоподъемностью, габаритами рабочего стола, объемом бака.
К достоинствам установок относится:
- Быстрый монтаж. Оборудование размещается на ровной горизонтальной поверхности, подключается к имеющимся инженерным коммуникациям. Для нормальной эксплуатации стенда требуется производственная электросеть напряжением 380 В. Потребляемая мощность зависит от модели, варьируется в диапазоне 13 – 25 кВт.
- Длительный срок службы. При производстве установок используются качественные комплектующие и материалы. Продукция проходит контрольные испытания, отвечает требованиям отраслевых нормативов. Стенды комплектуются всеми необходимыми приспособлениями (прижимами, шпильками, оргстеклом, вакуумной резиной, паспортами качества и сертификатами соответствия).
- Удобство использования. Основные элементы устройства имеют эргономичное расположение. В процессе испытаний не задействуются сложные вспомогательные приспособления.
Проверка детали на герметичность производится посредством сжатого воздуха и водной среды. Рабочая жидкость нагревается электрическими ТЭНами. Набор температуры происходит в течение 120-150 минут. Для снижения временных потерь рекомендуется использовать недельный таймер, которым оснащается каждая установка.
Проведение испытаний
Обследуемая головка закрывается резиновой вставкой и органическим стеклом. Технологические отверстия герметизируются заглушками. Изделие фиксируется на поворотном столе, его внутренние полости заполняются сжатым воздухом.
Готовая к испытаниям деталь погружается в раствор. Жидкость прогрета до 90 градусов, что соответствует рабочей температуре ДВС. В результате воздействия тепла происходит расширение металла и открытие микротрещин. О наличии последних свидетельствует появление пузырьков.
В состав испытательного стенда входят следующие узлы:
- Жесткая рама и подъемный механизм.
- Нагревательные элементы.
- Емкость из стали AISI 304.
- Гидравлический узел.
- Поворотный стол с редуктором.
- Элементы управления.
- Электрошкаф.
- Датчики, фиксирующие давление воздуха и температуру жидкости.
- Система защиты, предотвращающая сухой пуск.
- Комплект инструментов, необходимых для подключения, настройки и эксплуатации оборудования.
Стенд позволяет расположить деталь под любым углом. Для смены пространственного положения используется управляющая рукоять.
При подборе оборудования важно учитывать габариты и массу обследуемых ГБЦ. Наряду с головками установка может испытывать радиаторы и прочие полые узлы. голоса
голоса
Рейтинг статьи
Проверка работоспособности
Есть три способа проверки правильности притирки клапана. ➤ С помощью вакуум-тестера. Самый надёжный и простой вариант. Подключите инструмент к каждому отверстию со сторон впускного и выпускного коллекторов. Теперь используйте его. Если клапана притёрты плохо, уровень разряжения на манометре будет недостаточным. ➤ С помощью керосина. Установите клапана на место, положите головку вверх камерой сгорания и налейте сверху керосин. Оставьте их так на несколько часов. Если керосин не вытек — всё в порядке. Эксперты не рекомендуют использовать этот метод, так как он не слишком надёжен. ➤ С помощью карандаша. Рисуем радиальные линии по всей окружности рабочей кромки седла клапана. Устанавливаем клапан на место, крепко прижимаем его и вращаем по кругу. Достаём изделие и смотрим на узор. Если линии стёрлись и равномерно закрасили поверхность — всё в порядке. Если имеются неровности — притирка выполнена неправильно. Притирка клапанов обеспечивает нормальную работу двигателя. Обязательно регулярно прибегайте к процедуре — так вы сможете избежать проблем с силовым агрегатом.
Притирка клапанов (видео)






Ремонт двигателя со снятием ГБЦ зачастую требует притирки клапанов. Что это за процедура, каким способом определить ее необходимость и как притереть клапана в домашних условиях – читайте ниже.
Как притирать клапана Притирочная паста
В процессе работы двигателя как дизельного, так и бензинового, на клапанах впускного и выпускного вала образуется нагар, вследствие неправильной работы топливной системы. Врезультате происходит частичная разгерметизация камеры сгорания.
Если выпускной клапан плотно не закрывается, то топливная смесь не только теряет воздух, который поступил в цилиндр, но еще и всасывает обратно выхлопные газы. Это вызывает скорое прогорание клапанов, износ направляющей втулки клапана, разбитие седла клапана, износ рабочей фаски клапана.
Поэтому при ремонтных работах, связанных со снятием головки блока цилиндров (далее по тексту ГБЦ) и заменой клапанов, осуществляется процесс притирки очищенных или новых клапанов в седла при помощи притирочной пасты.
Сегодня мы разберем, как правильно делать притирку клапанов.
Что понадобится:
1. Притирочная паста.
Описание:
Специально разработанный состав для притирки клапанов в двигателях.
Одним из компонентов является Карбору́нд — техническое название синтетического материала Син: карбид кремния
Сфера применения:
Притирка клапанов к седлам ГБЦ. Также используется для полировки никелированных и хромированных деталей.
Свойства:
— Два в одном:
КРУПНОЗЕРНИСТАЯ (Зернистость 80 гранул\квадратный дюйм)
МЕЛКОЗЕРНИСТАЯ (Зернистость 220 гранул\квадратный дюйм)
Окончательная посадка клапана в седло, восстановление герметичности.
— Возможность достигать любого уровня зернистости пасты, добавляя в состав масло.
— Обеспечивает получение оптимальной шероховатости обрабатываемой поверхности и повышение производительности работ.
2. Рассухариватель клапанов – универсальный инструмент для снятия «сухарей клапана».
3. Шуруповерт, две руки, шпилька, 2 кусочка шланга, небольшая пружинка.
Работа:
Снимаем оси.
Процесс притирки клапанов мы покажем на примере двигателей H5 и Н2 автомобиля Great Wall HOVER.
Итак, мы уже демонтировали ГБЦ, проверили на плоскость, выяснили, что отклонений нет, следов пробоя тоже нет.
Снимаем оси с коромыслами. Они держатся за счет пяти болтов на впуске и восьми на выпуске.
Откручивается все довольно просто ключом на 12.
При съеме коромысел нужно быть внимательным с осью: на двигателях у Н5 и Н2 могут выскочить гидрокомпенсаторы.
В нашем случае гидрокомпенсаторы сильно изношены, поэтому был установлен комплект новых.
Важно! Если у вас гидрокомпенсаторы в хорошем состоянии, то лучше их не вынимать и не сжимать, чтобы не ушло масло. Рассухариваем клапаны. Рассухариваем клапаны
Рассухариваем клапаны.
Что такое сухари?
«Сухари клапанов» — вспомогательные детали, предназначенные для соединения тарелки пружины клапана с клапаном таким образом, чтобы пружина клапана постоянно поддерживала его в требуемом положении.
Вкручиваем болт в одно из отверстий под осью и устанавливаем рассухариватель.
Берем в одну руку инструмент, в другую — магнит или пинцет для извлечения сухарей.
Пружины и клапаны ставим по порядку, как были в ГБЦ, чтобы не путать местами.
У одного впускного клапана оказалась потертость от тарелки сверху пружины, заменяем на новый.
Очищаем клапаны от нагара и прочищаем каналы ГБЦ.
Первый этап
Клапаны были хорошо «подпорчены», поэтому притирать пришлось в два этапа крупнозернистой и мелкозернистой пастами.
Собираем конструкцию как на фотографии.
Наносим крупнозернистую притирочную пасту по периметру клапана.
Вставляем конструкцию в седло и надеваем свободную часть трубки на шуруповерт.
На малых оборотах вращаем клапан в седле сначала по часовой стрелке, потом в обратном направлении, приподнимая иногда клапан (в этом нам помогает пружина).
Второй этап.
Двумя трубками и мелкозернистой пастой вручную доводим клапаны до финиша.
Процесс напоминает добычу огня, но через пару оборотов необходимо поднимать клапан и смещать на 30-40 градусов, чтобы он не шлифовался в одном положении.
Притертые клапана:
Наличие раковин и неровностей не допустимо ни на клапане, ни на седле!
Ставим клапаны на место, идем на улицу проверять работу.
ГБЦ переворачивается пластиной вверх, свечи закручиваются с обратной стороны как на фото, на клапаны наливается керосин. Если керосин не проник в зазор между клапаном и седлом, значит мы все сделали правильно.








Если где-то уровень ушел, опять разбираем и притираем:)
Вот и все, ГБЦ готова к сборке, осталось обработать прокладку ГБЦ герметиком-спреем медным для прокладок, о котором мы поговорим в следующей записи.
За фотоматериал и помощь в подготовке статьи, благодарим Shustrii
Спасибо, что любите ABRO!