

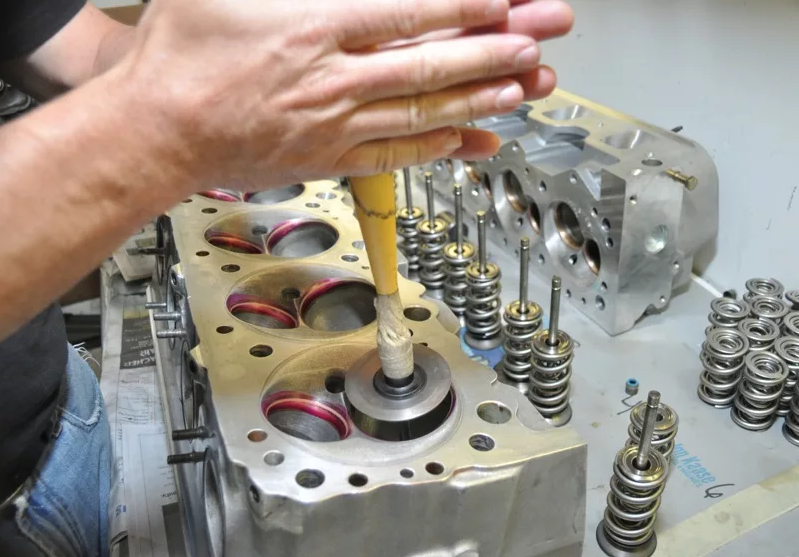
Берём в руки шуруповёрт
Ещё часто рекомендуют дрель, но у её патрона значительно выше обороты вращения, что не лучшим образом может сказаться на итоговом результате. Так что если всё же останавливаться на дрели, то брать нужно инструмент с возможностью регулировки оборотов и функцией реверса. Притирать клапаны в данном случае можно либо через камеры сгорания, либо просто сверху.
Притирка клапанов со стороны камеры сгорания
Работа выполняется в такой последовательности:
- Первым делом изготовливаются из металла небольшие сплошные шайбы диаметром чуть меньше, чем у клапанных тарелок. По центру этих шайб прорезаются отверстия, как для плоской отвёртки.
- Используя расплавленный битум (или его аналоги), шайбы с прорезями прикрепляются на тарелки клапанов.
- ГБЦ переворачивается камерами сгорания вверх, ставится на своё место необходимый клапан и на притираемый участок наносится слой пасты.
- В патрон дрели крепится стержень с окончанием, как у плоской отвёртки.
- Плоское окончание стержня вставляется в разрез шайбы и на малых оборотах дрели начинается притирка клапана.
- В каждую сторону клапан проворачивается около десяти раз. Надо также помнить, что при изменении направления вращения следует заново наносить абразивную пасту.
- После процедуры на клапан цепляется его пружина.
- Снять шайбу с клапана можно путём его нагрева.
- Оставшийся битум удаляется растворителем, бензином или схожими средствами.
Как притереть клапаны сверху
Весь процесс практически полностью идентичен методу вручную. Главное отличие здесь в том, клапан вращается при помощи инструмента. Кое-кто стержень клапана напрямую крепит в патроне дрели, но для большей эффективности и безопасности в патрон лучше вставить стержень диаметром близким с таковым у стержня клапана. Затем берётся примерно 10-сантиметовый отрезок резиновой трубки и с её помощью соединяются упомянутые стержни. Для пущей надёжности следует резиновую трубку обжать на концах хомутами.

Минимально-необходимый инструмент для притирки клапанов дрелью
Притирка клапанов
Для того чтобы притереть клапана к головке в домашних условиях, потребуется дрель (желательно с реверсом) и специальная паста. Для проведения этой процедуры клапана придется рассухарить и снять. Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
Перед работой рекомендуется обезжирить клапан и седло при помощи растворителя. На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты
Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла
Для препятствия этому на шток можно надеть кусочек войлока.
Клапан устанавливается на свое место, а шток закрепляется в патроне дрели. Чаще всего для удобства это делают при помощи куска шланга (один конец – на шток, другой – в патрон). Некоторые мастера зажимают шток непосредственно в патрон. Притирка проводится вращением на небольших оборотах. При этом тарелка может прижиматься чем-нибудь к седлу. Например, толстой резинкой. Но в большинстве случаев обходятся без дополнительных приспособлений.
- Прижимание происходит при оттяжке дрели на себя. Вращение нужно делать как по часовой стрелке, так и в обратном направлении. Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
- Проверять качество притирки нужно не только по упомянутой выше полоске, но и при помощи все той же заливки керосина или бензина в камеру сгорания или в коллекторы. Перед сборкой головки блока цилиндров все детали необходимо тщательно промыть бензином. Ведь если в процессе работы абразив из пасты попал на другие поверхности, то последствия могут оказаться весьма печальными – алмазный порошок станет причиной возникновения дефектов.
Также следует знать, в каких случаях притирка клапанов может не получиться. В том случае, когда на рабочих фасках имеются существенные изъяны (раковины) или когда седла были криво расточены (прирезаны), притереть клапана не получится. Первый верный признак этого – матовая полоска на фаске неравномерная или вовсе прерывистая. Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.
Что такое притирка и зачем притирать клапана
Притиркой клапана в основном шлифуется по поверхности клапанов (которые позволяют топливу и воздуху свободно поступать) и в месте, где они соприкасаются друг с другом. Это делается путем нанесения специальной пасты на края клапанов. В итоге получается идеальная герметичность, которая предотвратит выход газов во время использования двигателя.
Двигатель внутреннего сгорания работает путем достижения определенной степени сжатия, которая отличается между моделями, и сжигания воздушно-топливной смеси, которая сжимается до определенного объема, устанавливаемого коэффициентом сжатия. И если топливно-воздушная смесь протекает через седло, объем воздушно-топливной смеси изменится, а процесс сгорания не будет точным, что приведет к снижению производительности двигателя.
Преимущества процедуры:
- Создает максимальное уплотнение между клапаном и головкой, которое предотвратит выход газов во время работы двигателя.
- Большая площадь контакта обеспечивает рассеивание тепла от клапанов к головке, что предотвратит сгорание клапанов.
В результате весь процесс приведет к получению более тонких поверхностей, устранению незначительных дефектов, созданию более надёжной герметичности.
Притирка клапанов в домашних условиях своими руками
➤ С помощью специального станка. На самом деле такой агрегат не выполняет притирку — он нарезает фаску седла и клапана, благодаря чему удаётся добиться как можно более жёсткой центровки и обеспечить точное сопряжение. Результатом становится нарезанный профиль высокой прочности, обеспечивающий качественную работу двигателя. Преимуществом метода является простота — после обработки останется только помыть и собрать головку. Притирка клапанов с помощью станка ➤ С помощью ручной фрезы. Нет станка? Используйте ручную фрезу. Существует множество агрегатов такого типа, каждый из которых предназначен для определённой модели двигателя. С помощью фрезы можно обрабатывать старые клапана. Преимущество метода — высокая точность и отсутствие необходимости искать дорогое оборудование. ➤ Притирка своими руками. Если клапан не нужно серьёзно править, если под рукой нет ни станка, ни фрезы — этот вариант будет лучшим выбором. Неровности удаляются абразивной пастой, после чего изделие можно смело использовать. Главное достоинство метода — его можно использовать в любой момент, в любом месте.
Проверка качества выполненной работы
Проверить, насколько герметично прилегают клапаны можно, как уже говорилось вначале, при помощи керосина. Это самый распространённый метод. Клапаны собираются, на них устанавливаются пружины, затем блок головок переворачивается так, чтобы камеры сгорания смотрели вверх. После этого головка цилиндра, где надо проверить притёртые клапаны, заполняется керосином. Если по прошествии 10–15 минут протечек не произошло, то можно переходить к притирке следующих «клиентов».
Не менее надёжным будет использование вакуум-тестера. Прибор подключается к отверстиям со стороны впускного и выпускного коллекторов. Если показания манометра ниже необходимых, значит, плотность прилегания клапанов недостаточна и нужно повторить их притирку.
Есть ещё метод с применением карандаша. Для этого на рабочую кромку седла клапана вдоль всей окружности наносятся линии. Следующим шагом будет установить клапан на своё место, прижать его и провернуть пару раз по часовой стрелке и обратно. После этого достаём клапан и смотрим на сделанные карандашом отметки. Всё в порядке, если линии исчезли и поверхность закрасилась равномерно. При наличии неровностей притирку следует продолжить.
Наглядное сравнение притёртого и непритёртого клапанов
Небольшое отступление о притирочных пастах
Как ни притирай клапаны, но нужно ещё понимать, что двигатель автомобиля всё равно «доведёт их под себя». Можно потратить кучу времени и сил, добиваясь идеального результата, а после запуска мотора (спустя несколько часов) герметичность клапанов станет хуже. А можно всё небрежно и по-быстрому сделать, а через некоторое время плотность прилегания клапанов только улучшиться.
В итоге окажется, что двигатель приработал клапаны до некоего своего «удобного» состояния. Вследствие этого бытует мнение, что возня с разными пастами и прочей финишной доводкой до идеального результата является не чем иным, как пустой тратой времени.
Вовремя и правильно проведённая притирка клапанов обеспечит чёткую и выверенную работу двигателя. При капитальном ремонте эта процедура одна из обязательных к исполнению. Задача не является особо сложной, кроме того, всегда можно обратиться за советом к более опытным товарищам или мастерам.
Для проверки герметичности клапана ГБЦ Ваз 2109 установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение трех минут керосин не просочится в камеру сгорания – клапан герметичен.
Нанесите на рабочую фаску клапана тонкий слой притирочной пасты
Вставьте клапан в направляющую втулку и закрепите на его стержне приспособление для притирки клапанов Ваз 2109
Энергично поворачивайте клапан в обе стороны при помощи приспособления, периодически прижимая клапан к седлу
Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски клапана и седла. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте для удаления остатков притирочной пасты. Не используйте тряпку повторно.
Притирка клапанов. Как притирать клапана.
Притирка клапанов головки цилиндров пожалуй самый ответственный этап ремонта ГБЦ. Прежде чем начинать ремонт головки, не забудьте проверить плоскость головки и наличие трещин. От того насколько качественно были притерты клапана ГБЦ при ремонте, зависит качество и срок их работы, а также и работа всего двигателя. Притирать клапана ГБЦ к клапанному гнезду необходимо в том случае, если вы меняете клапана или, и клапанные втулки.
Что понадобится нам для этой процедуры: 1. Стружка наждачного камня и немного моторного масла, для приготовления притирочной пасты аля колхоз привет из девяностых. Можно купить готовую, эффект тот же. 2. «Шарошка» для снятия небольшого выработонного слоя металла на клапанном гнезде. 3. Новые клапана. 4. Непосредственно сам инструмент для притирки клапанов.
С первым думаю все понятно, объяснять откуда берется и где раздобыть стружку наждачного камня думаю не стоит. Второе «шарошка», с этим сложнее. Шарошка представляет из себя наставку для клапанного гнезда, сделанную по форме посадки клапана, в зоне соприкосновения с клапанным гнездом имеются зубья, которые и снимают выработку с клапанного гнезда. В наше время если хорошо постараться, можно подобрать шарошку практически к любой ГБЦ. Шарошку подобрали, теперь ставим ее на клапанное гнездо и начинаем вращать. Вращаем аккуратно до тех пор, пока на клапанном гнезде не образуется блестящий чистый круг по форме и размеру рабочей области нового клапана. Новые клапана — от их качества зависит многое, а качество зависит от цены… думайте сами…
Приспособление для притирки клапанов.
Можно сделать самостоятельно за пол часа, если руки растут откуда надо. Для этого нам потребуется:
- трубка длиной 10-20 см, с отверстием внутри (диаметр отверстия должен быть на 2-3мм больше чем диаметр стержня вашего клапана).
- дрель, сверло на 8.5мм
- контактная или газовая сварка (автоген).
- гайка и болт 8мм.
Берем нашу трубку, берем дрель и почти около самого края (за 7-10мм) сверлим отверстие 8.5мм. Далее берем гайку и аккуратно, чтобы не испортить резьбу, привариваем ее над просверленным отверстием так, чтобы можно было закрутить болт и он мог достать до противоположного края трубки. Затем делаем рукоятку для нашего приспособления, загинаем ее прямым углом или же навариваем на другой конец поперечную трубку так, чтобы вам было удобно её держать и работать. К слову на сегодняшний интернет магазины инструментов пестрят всякими вариантами притирочных приспособлений, правда цена немного кусается.
1. Берем новый клапан, вставляем в клапанную втулку. 2. стружку наждачного камня смешиваем с моторным маслом в пропорции примерно 2\1, чтобы смесь стала похожа по вязкости на шампунь. 3. готовым раствором смазываем края рабочей зоны клапана так, чтобы раствор попал на шарошенную часть клапанного гнезда (больше нигде мазать не нужно). 4. берем наше приспособление для притирки и одеваем на стоящий в клапанной втулке и смазанный притирочной пастой клапан, в гайку закручиваем болт и зажимаем клапан в приспособлении как можно крепче. Далее берем наше приспособление за рукоятку и методично, по ходу работы клапана начинаем его притирать: вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо. По мере трения притирочная паста будет стекать, выдавливаться, поэтому следите за тем, чтобы притирочное место было хорошо смазано притирочной пастой. После нескольких минут этого адски неудобного и напрягающего процесса можно посмотреть что же там получается. Если среди грязного цвета смеси увидите блестящую непрерывающуюся полосу на клапанном гнезде, значит можно приступить к последнему этапу: насыпать сухой стружки дальше тереть уже на сухую. Когда придет время, клапан начнет скрипеть и издавать разные звуки, это и будет сигналом того что он хорошо притерся. Проверить качество притирки клапанов можно так: полностью собранную головку положить на бок и в коллекторные отверстия залить воды или солярки, если вода не капает через клапаны, значит клапана притерты хорошо, если же капает то… сами знаете.
Актуальность притирки
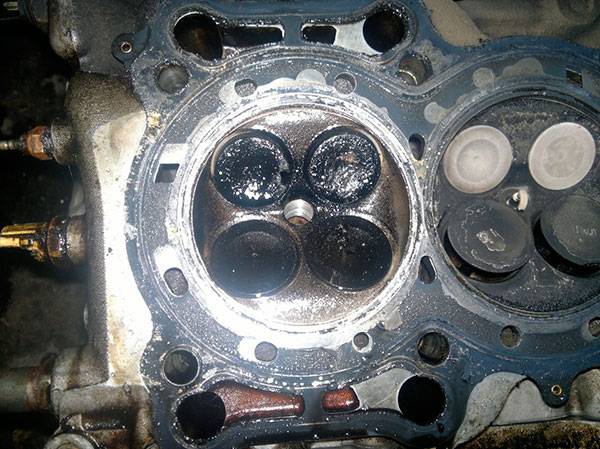
Нагар неизменно появляется на сёдлах и тарелках клапанов в процессе их эксплуатации. От этого закрытие выпускного или впускного клапана осуществляется негерметично. Из-за этого работа мотора становится не такой продуктивной, а расход топлива не экономным. Если выпускной клапан прилегает негерметично, расширяющие газы прорываются после возгорания заряда, они обжигают и плавят его, что негативно сказывается на мощности мотора, поскольку частично газы отправляются в выпуск.
Притирка клапанов не представляет собой ничего сложного, в отдельных случаях даже нет необходимости притирать обе детали. Достаточно снять ГБЦ, изъять сами клапана и проверить их состояние.








Шарошка для удаления выработки
С помощью этого инструмента производится восстановление седел клапанов. Чтобы определить, нужно ли воспользоваться шарошкой, или можно обойтись без нее, следует осмотреть седла. Они могут быть покрыты нагаром и раковинами, но если фаски имеют правильную коническую форму, можно сразу переходить к притирке, в противном случае, если фаски скруглены или на них имеются ступеньки, потребуется придать им правильную форму при помощи шарошки.

Статья в тему: Как поменять термостат на автомобиле ВАЗ своими руками
Поскольку формы и размеры седел на разных головках различны (например, у ВАЗ-2106 и ВАЗ-2109), нужно подобрать подходящий инструмент. Обработку седел можно провести вручную или, для экономии времени, с помощью дрели. Для этого шарошка закрепляется в патроне, как обычное сверло, и под ее воздействием удаляется поверхностный слой металла. Сигналом к прекращению удаления выработки служит появление блестящего ровного круга, по форме соответствующего тарелке клапана.
На видео можно посмотреть, как седла обрабатываются шарошкой.
Проверка притирки

После завершения притирания агрегатов друг к другу необходимо проверить качество проведенной процедуры. Проверить это в процессе можно с помощью графита, чтобы выявить, насколько точно произведено притирание. Для проверки используется бензин или керосин. Второй предпочтительнее, потому что он более текучий и менее вязкий. Существует несколько способов проверки. Не все они обеспечивают гарантию правильности проведенной процедуры.
Способ первый
Головку блоков цилиндров после окончания притирания нужно положить набок, так, чтобы отверстия колодцев были направлены вверх. В таком положении крышки притертых частей будут расположены вертикально. Для наглядности необходимо полностью высушить их компрессором. После этого в отверстия вверху нужно налить бензин или керосин.
Если притирание было произведено правильно, жидкость не будет протекать через отверстия. Однако такой способ не гарантирует полную герметичность клапанов. Для двигателей с ЕГР этот способ также не сработает: они имеют специализированные клапана, через которые жидкость в этом случае будет протекать.
Способ второй
Этот способ является универсальным. Он подходит для всех двигателей и позволяет проверить качество притирания гарантированно. Он проверяет, выдерживает ли эта часть силового агрегата давление.
В этом случае головка двигателя должна быть расположена как бы «вверх тормашками», чтобы отверстия колодцев были сбоку. Небольшое количество топлива или керосина наливается в тарелку клапанов
Неважно, какое топливо и в каком состоянии будет использовано. Характеристики наливаемой жидкости не имеют значения
В боковой колодец с помощью воздушного компрессора необходимо подать сжатый воздух. Он подается в отверстия впускного и выпускного коллекторов. При качественно выполненной процедуре из-под клапанов не будут появляться пузырьки воздуха даже при высоком уровне давления.
При наличии пузырьков воздуха, выходящего под давлением, можно говорить, что герметичность не достигнута. В этом случае притирание должно быть выполнено повторно. Или же требуется проведение других ремонтных работ.
Герметизация частей двигателя необходимо для сохранения его мощности и уменьшения расхода топлива. Выполнить ее можно дома
Главное – соблюдать аккуратность и выполнять все действия в соответствии с требованиями осторожности. Правильное притирание деталей позволит герметизировать клапана самостоятельно, сохранить тягу двигателя и уменьшить расход топлива
Как сделать притирку клапанов пошагово

Притирание клапанов в зависимости от выбранного для использования устройства выполняется по-разному. Однако есть общие моменты, которые необходимо учитывать при проведении процедуры.
- Перед выполнением работы необходимо очистить все части агрегата от нагара и следов эксплуатации. Сделать это можно с помощью абразивных предметов. Так, для очистки подходит наждачная бумага разных характеристик. Кроме абразивов можно использовать жидкости-очистители, в частности, керосин. При его использовании стирать нагар и грязь можно ветошью или мягкой тряпкой.
- Во время работы необходимо повторять возвратно-поступательные движения, которые имитируют работу двигателя при движении автомобиля. Так уменьшается риск повреждения частей двигателя.
- При притирании вращением нужно периодически изменять направление движения инструмента, чтобы также снизить риск повреждений.
- В процессе необходимо использовать шлифовальную пасту. Сначала используется крупнозернистое вещество. В конце работы применяется мелкозернистая паста для более тонкой герметизации частей двигателя.
- После завершения нужно стереть грязь и остатки пасты с двигателя. Сделать это можно с помощью очистителей, в частности, керосина, и ветоши.
Процесс притирки
Клапан рассухаривается и снимается, после чего на край его тарелки, в месте, где он упирается в седло, наносится тонкий слой притирочной пасты. Обработанный таким образом клапан вставляется в направляющую и полностью утапливается в седло.
С обратной стороны его хвостовик зажимается фиксирующим приспособлением или трубкой и начинается процесс притирки. Для этого он проворачивается приблизительно на пол-оборота, потом поднимается вверх, с легким усилием снова опускается в седло, при этом должен быть слышен легкий шлепок, и проворачивается на пол-оборота в обратную сторону. Этот процесс продолжается около 2 минут, после чего требуется проверить притирку. Нужно отметить, что паста имеет специально подобранную консистенцию, которая идеально проявляется при обработке поверхности в течение не менее 2 минут, ее элементы разбиваются, обеспечивая более высокое качество притирки.

Сделать проверку степени притертости достаточно просто. Сначала снимается приспособление, удерживающее хвостовик клапана, он снимается, промывается и внимательно осматривается. Снятая фаска на тарелке не должна иметь никаких видимых изъянов – царапин или раковин. Если видны такие повреждения, операцию нужно повторять до тех пор, пока не появится ровная гладкая поверхность.

После визуальной проверки нужно провести тест на протекание. Для этого клапан тщательно промывается бензином, таким же образом вымывается седло, чтобы можно было максимально плотно усадить в него тарелку. Далее в выхлопной колодец вновь заливается жидкость, правильно притертый клапан не будет пропускать ее, на поверхности не появятся разводы, он должен остаться полностью сухим в течение не менее 2 минут.
При работе резиновой трубкой процесс производится таким же способом, но при этом затрудняется хлопок клапана об седло, поэтому притирка производится вращательными движениями при натяжении трубки. Более опытным автолюбителям можно посоветовать подсоединить конец трубки к дрели и проворачивать клапан в седле на сниженных оборотах. При этом через каждые 10 секунд нужно включать реверс, чтобы выработка металла на тарелке проходила равномерно.
В случае повреждения посадочного седла для его восстановление требуется специальный инструмент – шарошки. Он сделан по его форме и надевается на дрель, с помощью которой и обрабатывается вся область. Данная работа требует определенной квалификации, а разрушение поверхности седла чаще всего встречается при прогаре клапана, до чего лучше не доводить.
Видео:как притереть клапан и проверить качество притирки
Заключение
Чтобы притереть головку клапанов, опытному автолюбителю не придется обращаться в специализированное СТО. При работе понадобится простое приспособление, с помощью которого надежно зажимается хвостовик клапана. Это позволяет одновременно притирать и пристукивать его к седлу, что повышает эффективность процедуры. Нужно знать, что процедура притирки потребуется при установке новой детали и при капитальном ремонте двигателя.
Правильно проведенная притирка повысит динамические характеристики двигателя, позволит экономить топливо, при этом раскаленные газы не повредят клапанную систему и двигатель проходит намного дольше.
Печать
Что необходимо для притирки
Все инструменты для притирки работают одинаково. Это означает, что инструмент крепится к головке клапана, притирочная смесь наносится на седло клапана или на поверхность, а инструмент поворачивается в разные стороны, чтобы обеспечить прочную фиксацию.
Также для процедуры потребуется:
- керосин;
- притирочная паста;
- пружина, по наружному диаметру, которая проходит напрямую в седла клапана.
Приспособления для притирки клапанов
Существуют определенные приспособления для притирки клапанов. О них речь пойдет ниже.
Итак, приспособления, которые используются для притирки клапанов своими руками:
- Сухая ткань. Необходима для того, чтобы протирать обработанные поверхности.
- Растворитель. Специальное средство, которое обеспечивает качественную очистку рабочих поверхностей.
- Шланг и пружина. У пружин обязательно должна быть достаточно пониженная жесткость. Их диаметр составляет 2 или 3 миллиметра, он немного больше диаметра штока клапана. Его можно положить на стержень. Также можно использовать небольшой зажим для надежного закрепления. Также нужен короткий металлический стержень с диаметром, похожим на поршневой стержень, чтобы он свободно помещался в резиновый шланг.
- Керосин. Используется во всех процедурах притирки.
Необходимо также хорошо проверить притирку после совершения процедуры
Очень важно провести процедуру очень качественно

Шестеренчатая передача:
- поломка корпуса шестерни>;
- выкрашивание зубьев.
Некоторых любознательных автомобилистов интересует вопрос: можно ли загнуть клапана стартером? Ответ – легко! Просто не устанавливайте звёздочки или шестерни ” по меткам” – и ключ на старт! Если двигатель запустится, то Вы сразу научитесь распознавать симптомы загнутых клапанов. Хотя, если не сильно “промахнётесь”, то все можно исправить, собрав привод ГРМ по правилам. Если погнут всего один клапан, работа двигателя будет неровной. Даже если это V-образная “шестёрка” – услышите. Если после восстановления привода распредвала двигатель работает ровно и развивает прежнюю мощность, то Вам повезло и завод-изготовитель предусмотрительно поставил поршни с достаточными углублениями в днищах. Но, к сожалению, не всегда это возможно. В первую очередь при проектировании мотора конструктор добивается сочетания многих, казалось бы, противоречивых, качеств своего “детища”. Допустим, таких, как экономичность и мощность. Это может в какой-то мере служить оправданием того, что на 16-ти клапанных моторах зачастую гнёт клапана при обрыве ремня ГРМ.








Особенно остро такие проблемы стоят перед создателями дизельных двигателей, в которых сжатие и необходимое завихрение топливной смеси задают мощностные характеристики. Поэтому камера сгорания выполняется в днище поршня и имеет зачастую прихотливую форму.
Тем не менее, за этим стоит точный расчёт и моделирование вихревых потоков на компьютере. Такие камеры называются неразделёнными и делать углубления для клапанов нецелесообразно с точки зрения качественного распыления и максимально эффективного сгорания топливной смеси. Поршень же почти вплотную приближается к головке блока. Поэтому пока неизвестно достоверно, есть ли дизели, на которых “не гнёт клапана”. Хотя, возможно, человеческий гений справился и с этой бедой.
Как притирать клапана Притирочная паста
В процессе работы двигателя как дизельного, так и бензинового, на клапанах впускного и выпускного вала образуется нагар, вследствие неправильной работы топливной системы. Врезультате происходит частичная разгерметизация камеры сгорания.
Если выпускной клапан плотно не закрывается, то топливная смесь не только теряет воздух, который поступил в цилиндр, но еще и всасывает обратно выхлопные газы. Это вызывает скорое прогорание клапанов, износ направляющей втулки клапана, разбитие седла клапана, износ рабочей фаски клапана.
Поэтому при ремонтных работах, связанных со снятием головки блока цилиндров (далее по тексту ГБЦ) и заменой клапанов, осуществляется процесс притирки очищенных или новых клапанов в седла при помощи притирочной пасты.
Сегодня мы разберем, как правильно делать притирку клапанов.
Что понадобится:
1. Притирочная паста.
Описание:
Специально разработанный состав для притирки клапанов в двигателях.
Одним из компонентов является Карбору́нд — техническое название синтетического материала Син: карбид кремния
Сфера применения:
Притирка клапанов к седлам ГБЦ. Также используется для полировки никелированных и хромированных деталей.
Свойства:
— Два в одном:
КРУПНОЗЕРНИСТАЯ (Зернистость 80 гранул\квадратный дюйм)
МЕЛКОЗЕРНИСТАЯ (Зернистость 220 гранул\квадратный дюйм)
Окончательная посадка клапана в седло, восстановление герметичности.
— Возможность достигать любого уровня зернистости пасты, добавляя в состав масло.
— Обеспечивает получение оптимальной шероховатости обрабатываемой поверхности и повышение производительности работ.
2. Рассухариватель клапанов – универсальный инструмент для снятия «сухарей клапана».
3. Шуруповерт, две руки, шпилька, 2 кусочка шланга, небольшая пружинка.
Работа:
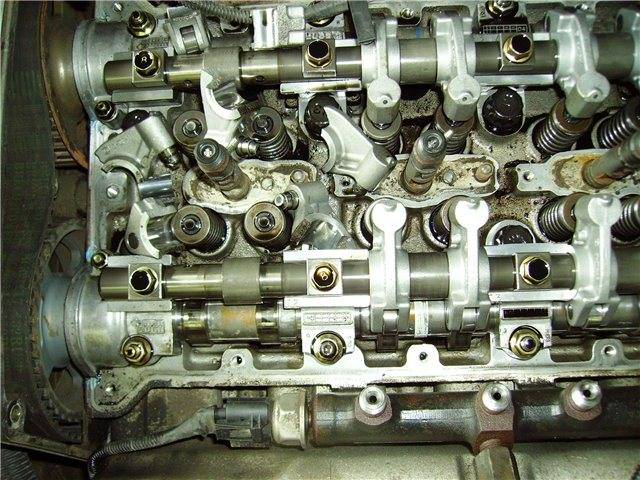
Снимаем оси.
Процесс притирки клапанов мы покажем на примере двигателей H5 и Н2 автомобиля Great Wall HOVER.
Итак, мы уже демонтировали ГБЦ, проверили на плоскость, выяснили, что отклонений нет, следов пробоя тоже нет.
Снимаем оси с коромыслами. Они держатся за счет пяти болтов на впуске и восьми на выпуске.
Откручивается все довольно просто ключом на 12.
При съеме коромысел нужно быть внимательным с осью: на двигателях у Н5 и Н2 могут выскочить гидрокомпенсаторы.
В нашем случае гидрокомпенсаторы сильно изношены, поэтому был установлен комплект новых.
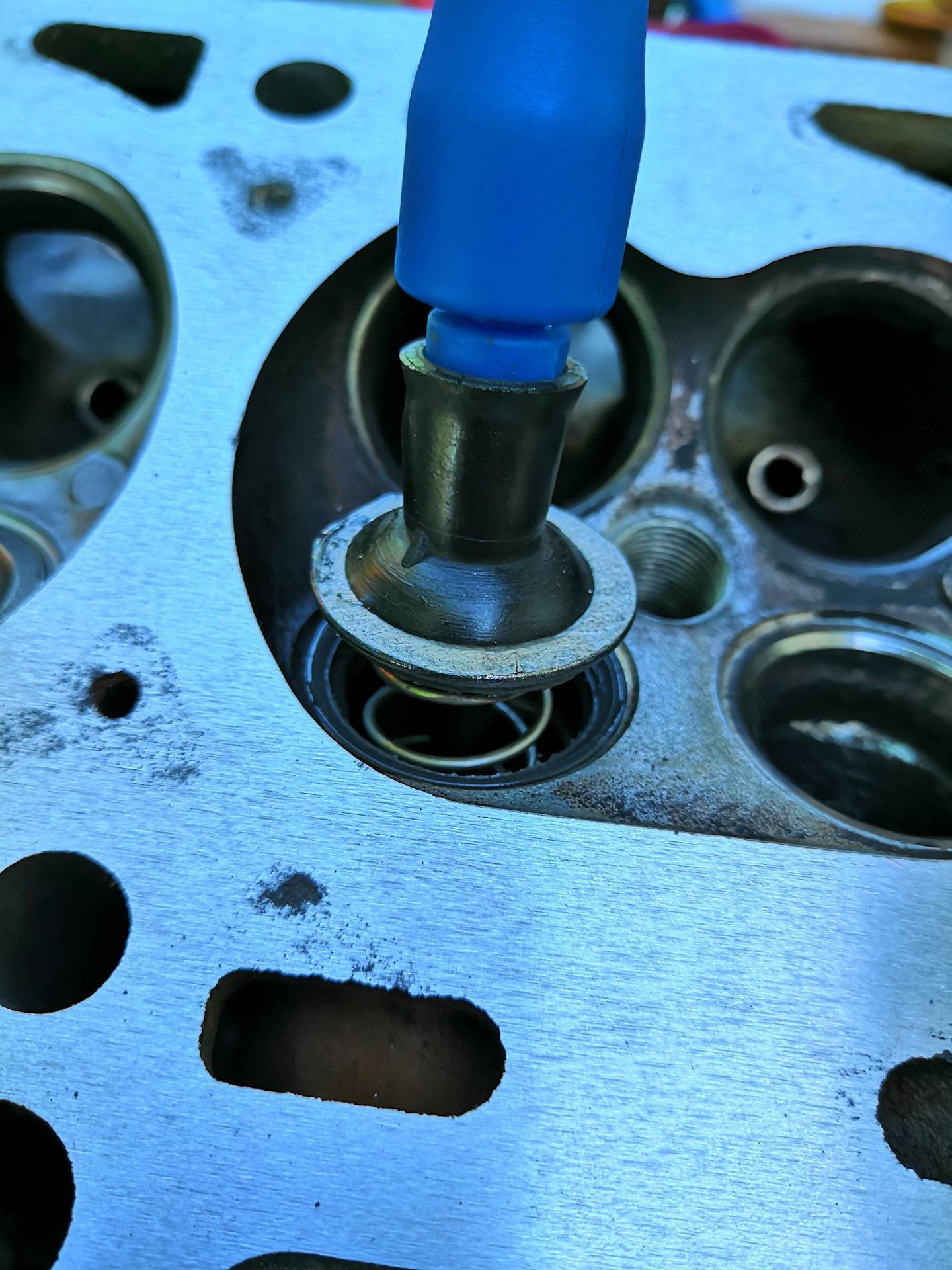
Важно! Если у вас гидрокомпенсаторы в хорошем состоянии, то лучше их не вынимать и не сжимать, чтобы не ушло масло. Рассухариваем клапаны. Рассухариваем клапаны
Рассухариваем клапаны.
Что такое сухари?
«Сухари клапанов» — вспомогательные детали, предназначенные для соединения тарелки пружины клапана с клапаном таким образом, чтобы пружина клапана постоянно поддерживала его в требуемом положении.
Вкручиваем болт в одно из отверстий под осью и устанавливаем рассухариватель.
Берем в одну руку инструмент, в другую — магнит или пинцет для извлечения сухарей.
Пружины и клапаны ставим по порядку, как были в ГБЦ, чтобы не путать местами.
У одного впускного клапана оказалась потертость от тарелки сверху пружины, заменяем на новый.
Очищаем клапаны от нагара и прочищаем каналы ГБЦ.
Первый этап
Клапаны были хорошо «подпорчены», поэтому притирать пришлось в два этапа крупнозернистой и мелкозернистой пастами.
Собираем конструкцию как на фотографии.
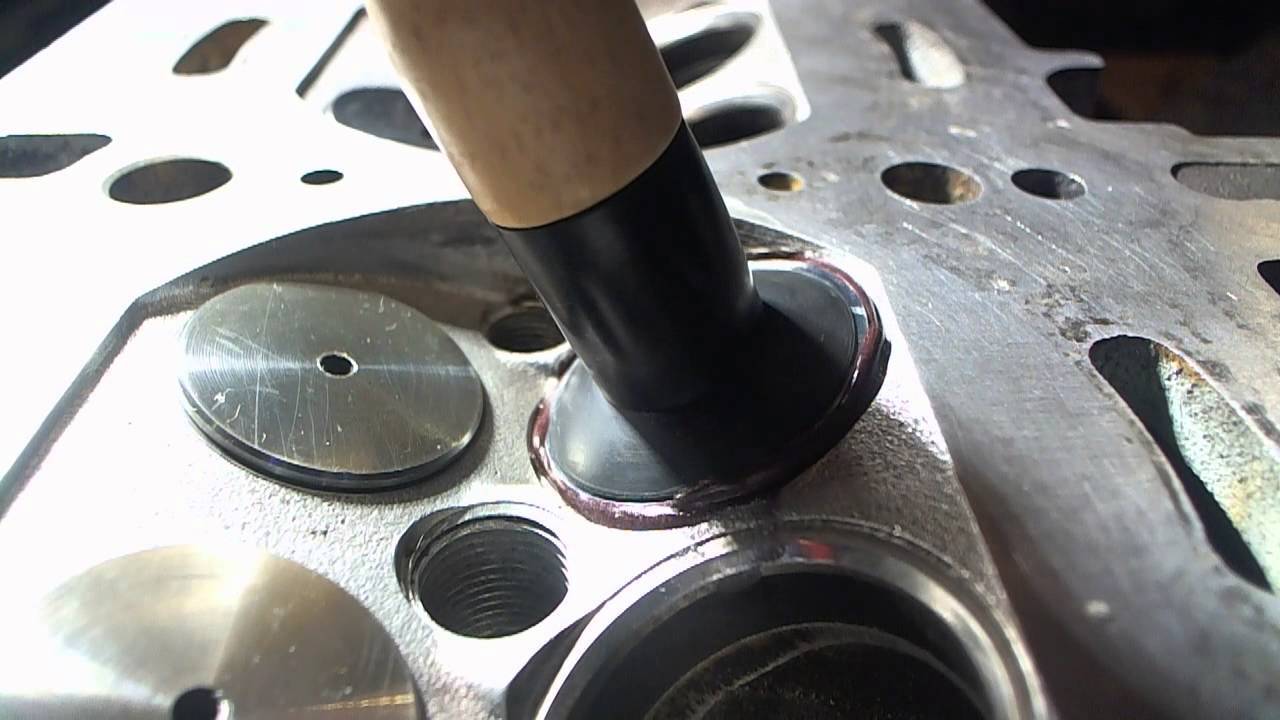
Наносим крупнозернистую притирочную пасту по периметру клапана.
Вставляем конструкцию в седло и надеваем свободную часть трубки на шуруповерт.
На малых оборотах вращаем клапан в седле сначала по часовой стрелке, потом в обратном направлении, приподнимая иногда клапан (в этом нам помогает пружина).
Второй этап.
Двумя трубками и мелкозернистой пастой вручную доводим клапаны до финиша.
Процесс напоминает добычу огня, но через пару оборотов необходимо поднимать клапан и смещать на 30-40 градусов, чтобы он не шлифовался в одном положении.
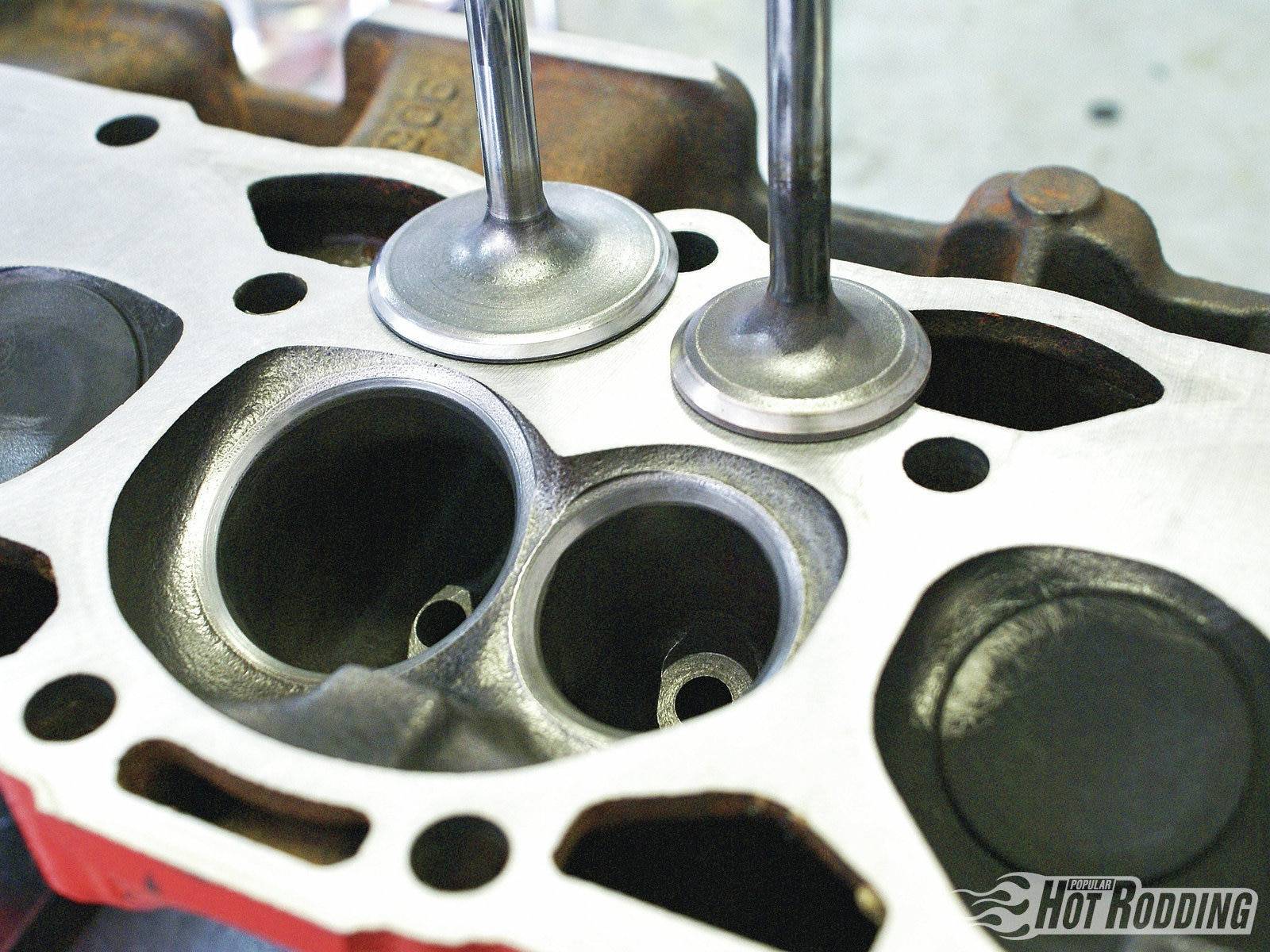
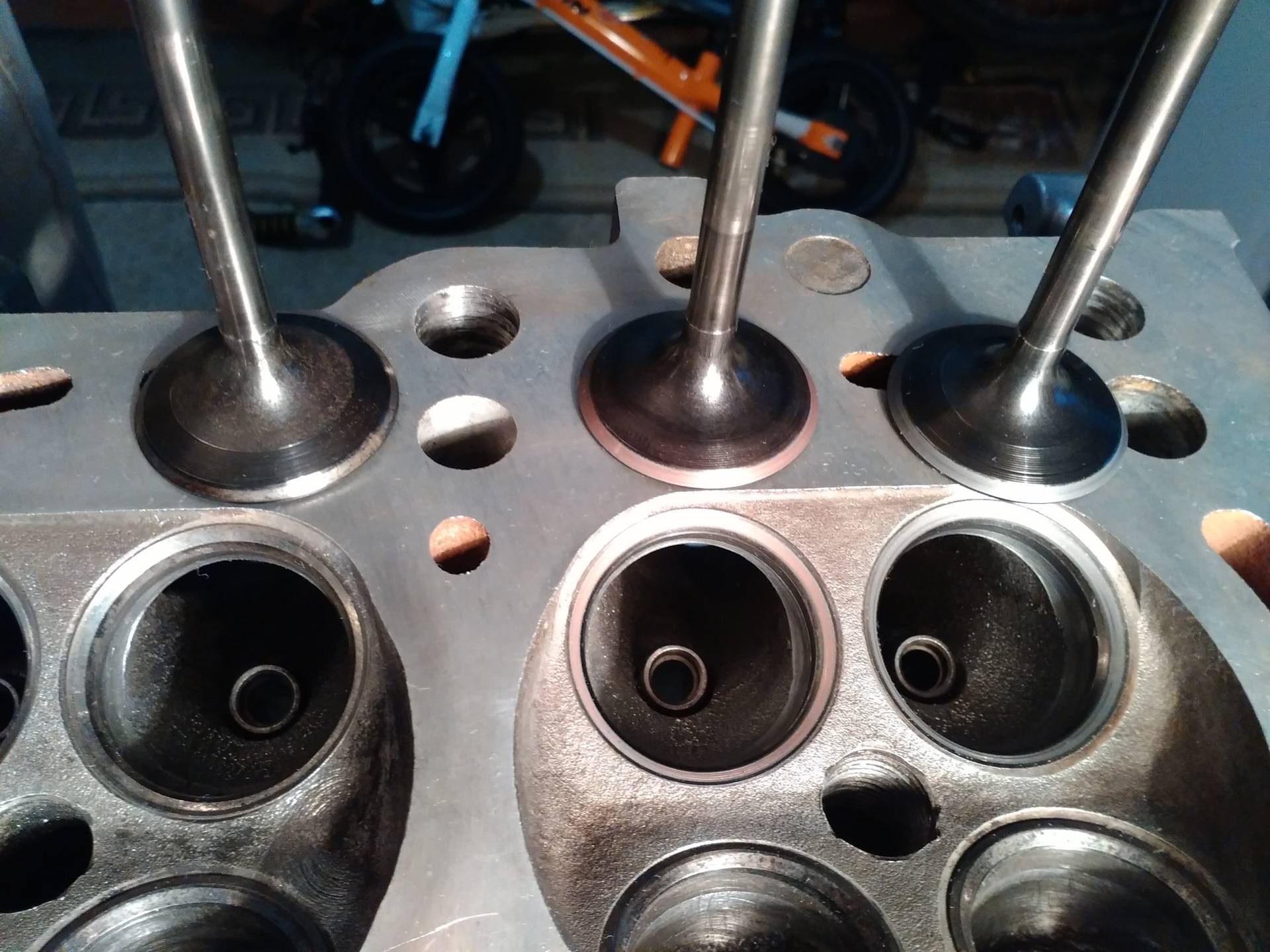
Притертые клапана:
Наличие раковин и неровностей не допустимо ни на клапане, ни на седле!
Ставим клапаны на место, идем на улицу проверять работу.
ГБЦ переворачивается пластиной вверх, свечи закручиваются с обратной стороны как на фото, на клапаны наливается керосин. Если керосин не проник в зазор между клапаном и седлом, значит мы все сделали правильно.








Если где-то уровень ушел, опять разбираем и притираем:)
Вот и все, ГБЦ готова к сборке, осталось обработать прокладку ГБЦ герметиком-спреем медным для прокладок, о котором мы поговорим в следующей записи.
За фотоматериал и помощь в подготовке статьи, благодарим Shustrii
Спасибо, что любите ABRO!
Когда нужна притирка

Проверить прилегание клапанов без снятия головки двигателя и не получится. Значит проверяем когда, когда снимается головка блока мотора:
- Подошел капитальный ремонт, все равно разбирать мотор.
- Пора сменить маслоотражающие колпачки, по причине их протекания, в процессе тоже снимается головка.
- Повреждение клапана (прогорел, погнуло).
- Замена клапанов.
- Проблемы с компрессией из-за клапанов.
Если к клапанам нет претензий, но головку пришлось снять по иной причине, существует простейший тест на необходимость процедуры притирания. Головку кладут на верстак, чтобы «тарелки» клапанов (широкая часть) смотрели вверх.
Постарайтесь достичь ровного положения, после этого, в углубления, где клапана находятся залейте керосин, через 12 часов проверьте, если уровень керосина не снизился значит притирка не нужна, если хотя бы в одной группе клапанов керосин ушел, или понизился уровень, притиркой пренебрегать нельзя!
Когда мотор тарахтит и дергается, при холостом ходе, возможно нарушается компрессия цилиндров, и причиной может стать нагар на клапанах, который препятствует их закрыванию, в результате тарахтение и потеря мощности.

Мне пришлось наблюдать картину, когда водитель заправился некачественным бензином, нагар на клапанах и свечах поражал своей толщиной и плотностью, тяга снизилась до минимума. Попал на чистку головки и притирку соответственно.
Вывод: во избежание лишних проблем с мотором, заправляться надо на фирменных проверенных и рекомендуемых заправках, а покупка за пол цены слитого непонятно где и смешанного непонятно с чем топлива до добра не доводит.
Как выбрать притирочную пасту
Перед тем как перейти непосредственно к обсуждению конкретных торговых марок, под которыми выпускаются те или иные притирочные пасты, имеет смысл ознакомиться с теми параметрами, на которые нужно обращать внимание при их выборе. Так, к ним относится:
- Зернистость. Это является одним из ключевых показателей любой притирочной пасты. Крупнозернистый состав предназначается для черновой обработки рабочих поверхностей клапанов и их седел. То есть, является так называемым «стартовым». С его помощью можно убрать наиболее крупные заусеницы, сколы, царапины. По мере уменьшения зернистости меняется и предназначение состава. Так, финишная притирочная паста является мелкозернистой, и предназначается для обработки наиболее мелких повреждений на клапанах и седлах.
- Размер упаковки. Для одной процедуры по притирки клапанов необходимо совсем немного пасты. Даже в случае, если автомобиль является 16-ти клапанным, то расход пасты будет незначительным. Поэтому рядовому автовладельцу, который решил притереть клапана в двигателе самостоятельно, не имеет смысла покупать большую упаковку этого состава. И наоборот, автомастера, занимающиеся ремонтом двигателей, в том числе притиркой клапанов, на постоянной основе, могут тратить значительное количество пасты. Для них и упаковку необходимо выбирать побольше. Конкретные значения упаковок зависят от производителя и его торговой политики.
- Соотношение цены и качества. Эти показатели позволяют выбрать лучшую притирочную пасту для клапанов для конкретного автолюбителя. Понятие качества включает в себя долговечность службы застывшей пасты, удобство использования, удобство нанесения и так далее. Наиболее качественные притирочные пасты обеспечивают долгий срок службы, то есть, герметичность камеры сгорания при работе клапанов. Однако цена таких составов обычно выше традиционных. Поэтому выбор той или иной пасты — это всегда компромисс нескольких решений.
Отдельно стоит упомянуть про дизельные двигатели. Для обработки клапанов дизельных моторов, как правило, используется алмазная притирочная паста (в состав которой входит алмазная крошка). Это обусловлено тем фактом, что при производстве дизелей используются специальные металлические сплавы, отличающиеся повышенной износостойкостью. Поэтому при обработке клапанов этих двигателей традиционными пастами необходимо будет затратить много усилий и времени для достижения приемлемого результата. И как раз алмазные притирочные пасты позволяют легко обрабатывать даже упомянутые износостойкие детали дизельных двигателей
Поэтому «дизелистам» рекомендуется обращать внимание именно на алмазные пасты





